Для того чтобы изготовить деталь на станке с ЧПУ, устройству управления требуется программа. Программа ЧПУ в соответствии с DIN 66025 содержит всю необходимую для обработки информацию о пути и переключении, а также вспомогательные команды и может быть прочитана любым станком с ЧПУ.
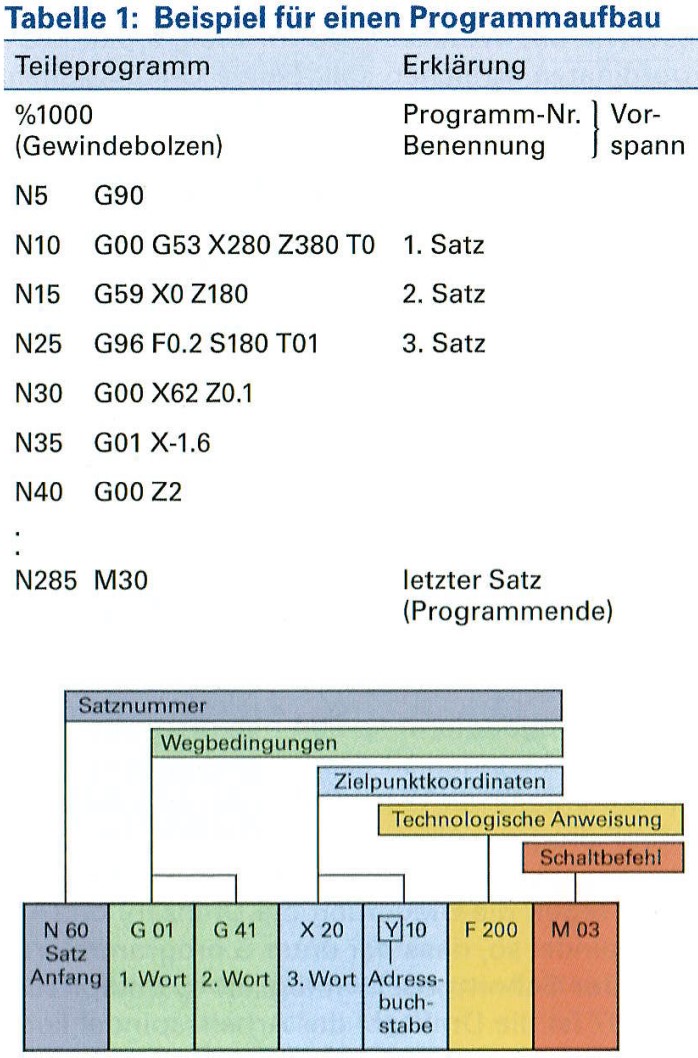
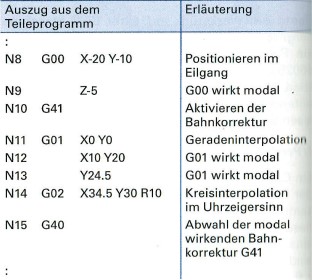
Изображение: Пример структуры предложения
Структура программы
Программа ЧПУ в соответствии с DIN 66025 состоит из номера программы и блоков, которые пошагово описывают всю последовательность работы станка. Отдельные блоки обрабатываются один за другим сверху вниз. Они нумеруются последовательно, N1, N2, N3 ..., или с шагом, например, N5, N10, N15 ... (N = номер).
Контроллер считывает несколько записей заранее, чтобы иметь возможность выполнять арифметические операции. Если записи нумеруются скачками, между ними можно вставлять последующие записи без изменения номеров последующих записей.
Структура предложения
- Условия траектории (G), определяющие тип перемещения, например, быстрый траверс, линейная или круговая интерполяция, выбор плоскости, тип размеров, поправки
- Геометрические инструкции (X, Y, Z, I, J, K ...) для управления движением слайда
- Технологические инструкции (F, S, T) для определения подачи (F = подача), скорости вращения шпинделя (S = скорость) и инструмента (T = инструмент)
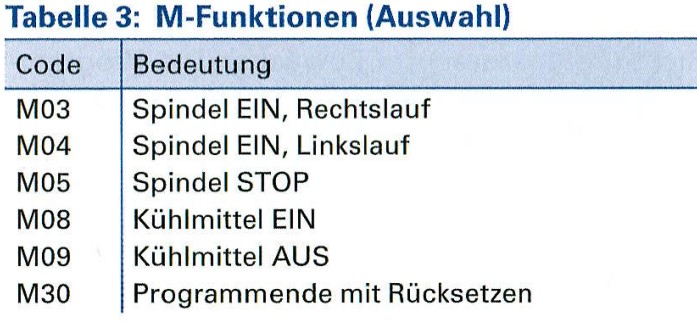
- Команды переключения (M) для таких функций станка, как смена инструмента, подача СОЖ и завершение программы
- Вызовы циклов или подпрограмм для часто повторяющихся разделов программы
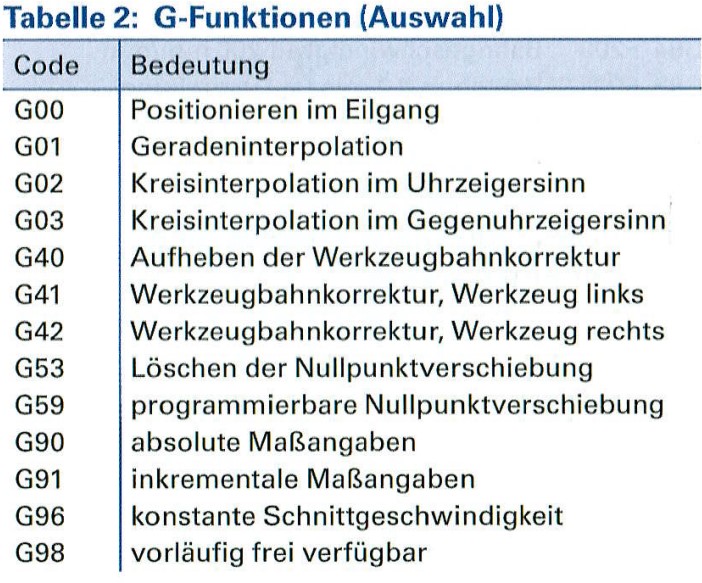
Значение 1-значных условий перемещения (функции G) стандартизировано в соответствии с DIN 66025-2. Некоторые числовые значения могут быть свободно предоставлены производителем блока управления.
Также определено значение части функции переключения.
Информация о маршруте
В большинстве блоков управления значения координат сохраняются и действуют. Поэтому нет необходимости повторно вводить неизменное значение.
G95 означает, что значение, запрограммированное под F, выполняется как подача в мм/об.
При использовании G97 скорость вращения рабочего шпинделя постоянна. Она соответствует значению, запрограммированному в пункте S.
G94 F200
Скорость движения полотна 200 мм/мин
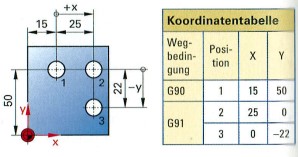
 Изображение: Абсолютные размеры панели
Изображение: Абсолютные размеры панели Программирование с абсолютными и инкрементными размерами
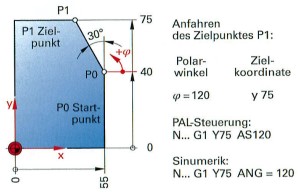
Программирование в полярных координатах
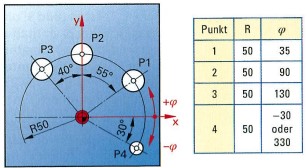
Изображение: Круг отверстия под болт с полярными координатами
Интерполяция по прямой линии
Если запрограммировано условие траектории G01, целевая точка приближается с запрограммированной скоростью подачи. Центр допуска должен быть указан в качестве значения координат.
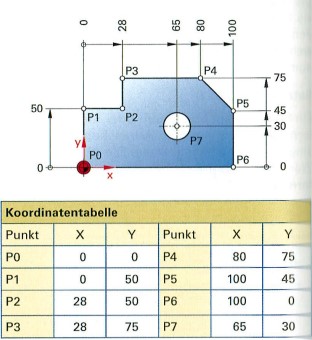
Изображение: Контур заготовки с полярными координатами
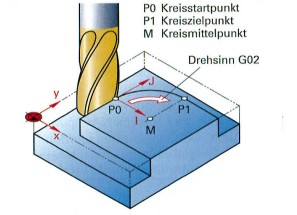
Круговая интерполяция
- Направление вращения G02 по часовой стрелке или G03 против часовой стрелки
- Координаты целевой точки (конечной точки окружности). Они требуются всегда, даже если одна из целевых точек окружности совпадает с начальной точкой.
- Положение центра окружности с указанием параметров центральной точки или радиуса
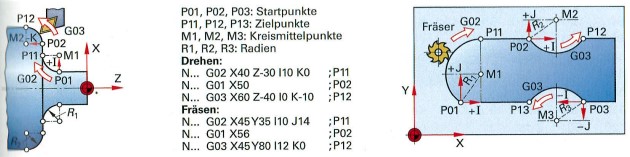
Согласно DIN, координаты I, J и K используются для указания расстояния от начала окружности до центра окружности M постепенно, даже если запрограммировано условие расстояния G90 (абсолютное измерение).
Изображение: Круговая интерполяция
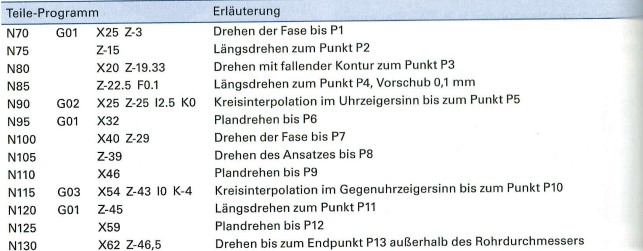
Программирование контуров заготовок
Точка назначения, к которой нужно приблизиться, программируется как значение координат в каждом блоке.
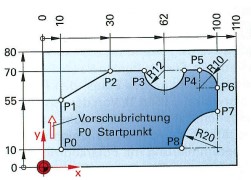
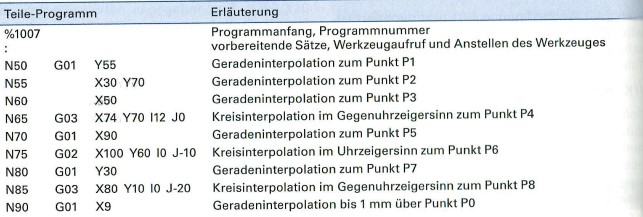
Контур заготовки обычно программируется с абсолютными размерами (G90).
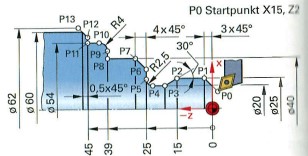
В направлении Z конечные точки прямых линий и окружностей программируются от нулевой точки заготовки.
В случае с окружностью положение центральной точки также должно быть указано с помощью координат I и K.