Bir iş parçasının bir CNC makinesinde üretilebilmesi için kontrol ünitesinin bir programa ihtiyacı vardır. DIN 66025'e uygun bir CNC programı, tüm yol ve anahtarlama bilgilerinin yanı sıra işleme için gerekli yardımcı komutları içerir ve herhangi bir CNC makinesi tarafından okunabilir.
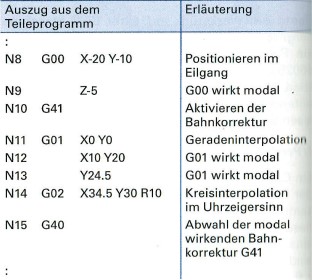
Resim: Cümle yapısı örneği
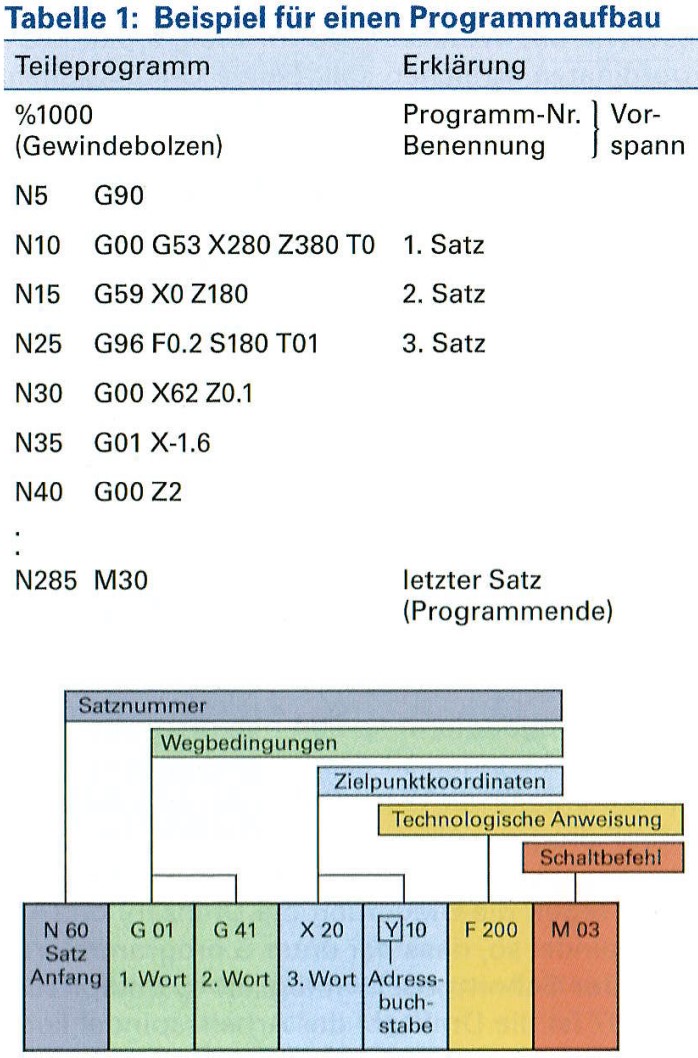
Program yapısı
DIN 66025'e uygun bir CNC programı, program numarası ve makinenin tüm çalışma sırasını adım adım tanımlayan bloklardan oluşur. Münferit bloklar yukarıdan aşağıya doğru birbiri ardına işlenir. N1, N2, N3 ... gibi ardışık olarak veya N5, N10, N15 ... gibi adımlarla numaralandırılırlar (N = sayı).
Kontrolör, aritmetik işlemleri gerçekleştirebilmek için birkaç kaydı önceden okur. Kayıtlar atlamalı olarak numaralandırılırsa, sonraki kayıt numaralarını değiştirmeden araya başka kayıtlar eklenebilir.
Cümle yapısı
- Hareket türünü belirleyen yol koşulları (G), örneğin hızlı travers, doğrusal veya dairesel enterpolasyon, düzlem seçimi, boyutlandırma türü, düzeltmeler
- Kaydırak hareketlerini kontrol etmek için geometrik talimatlar (X, Y, Z, I, J, K ...)
- İlerlemeyi (F = besleme), iş mili hızını (S = hız) ve takımı (T = takım) tanımlamak için teknolojik talimatlar (F, S, T)
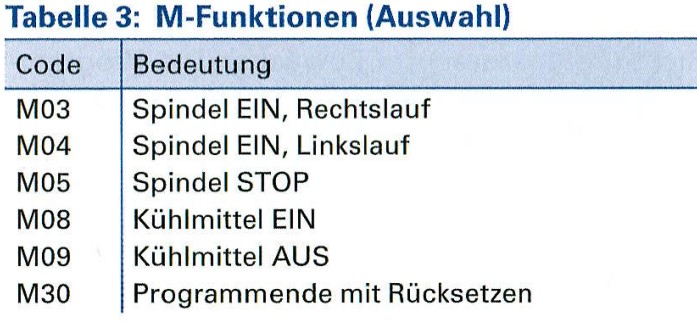
- Takım değiştirme, soğutma sıvısı beslemesi ve program sonu gibi makine fonksiyonları için anahtarlama komutları (M)
- Sık tekrarlanan program bölümleri için döngü veya alt program çağrıları
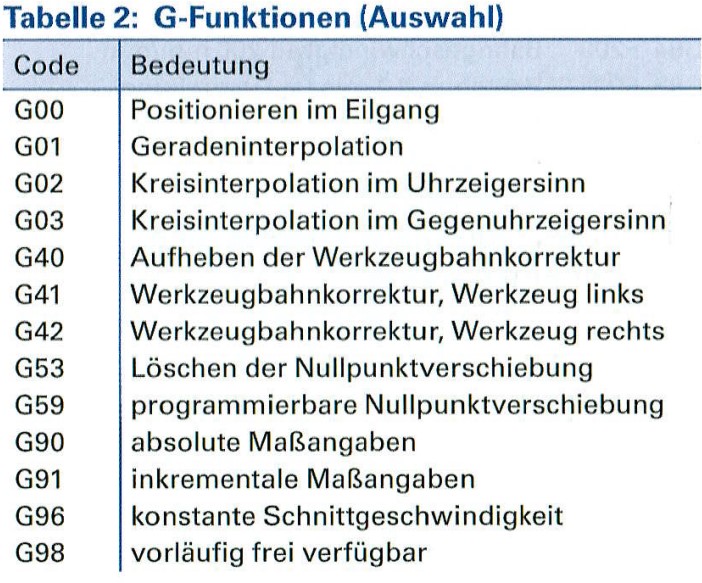
1 basamaklı hareket koşullarının (G fonksiyonları) anlamı DIN 66025-2 uyarınca standartlaştırılmıştır. Bazı sayısal değerler kontrol ünitesi üreticisi tarafından serbestçe kullanılabilir.
Anahtarlama fonksiyonunun bir kısmının anlamı da tanımlanmıştır.
Güzergah bilgileri
Çoğu kontrol ünitesinde koordinat değerleri saklanır ve etkilidir. Bu nedenle değişmemiş bir değeri yeniden girmek gerekli değildir.
G95, F altında programlanan değerin mm/devir cinsinden besleme olarak yürütüldüğü anlamına gelir.
G97 ile çalışma milinin hızı sabittir. S altında programlanan değere karşılık gelir.
G94 F200
Web hızı 200 mm/dak
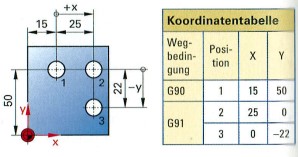
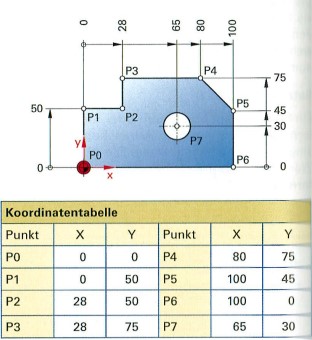 Resim: Bir panelin mutlak boyutlandırılması
Resim: Bir panelin mutlak boyutlandırılması Mutlak ve artımlı boyutlarla programlama
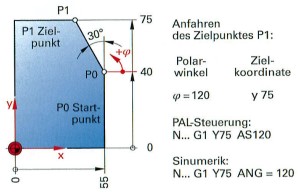
Kutupsal koordinatlarla programlama
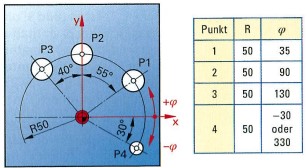
Resim: Kutupsal koordinatlara sahip cıvata deliği dairesi
Düz çizgi enterpolasyonu
G01 yol koşulu programlanmışsa, hedef noktaya programlanan ilerleme hızında yaklaşılır. Tolerans merkezi koordinat değeri olarak belirtilmelidir.
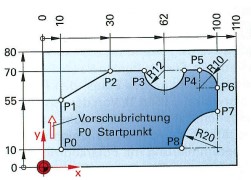
Resim: Kutupsal koordinatlarla iş parçası konturu
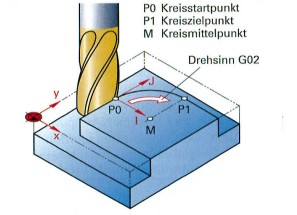
Dairesel enterpolasyon
- Dönüş yönü G02 saat yönünde veya G03 saat yönünün tersine
- Hedef noktanın koordinatları (daire bitiş noktası). Dairenin hedef noktalarından biri başlangıç noktasıyla aynı olsa bile bunlar her zaman gereklidir.
- Merkez noktası parametrelerini veya yarıçapı belirterek dairenin merkezinin konumu
DIN'e göre, I, J ve K koordinatları, G90 mesafe koşulu (mutlak boyut) programlanmış olsa bile, dairenin başlangıcından M dairesinin merkezine olan mesafeyi kademeli olarak belirtmek için kullanılır.
Resim: Dairesel enterpolasyon
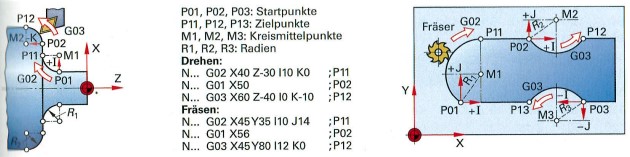
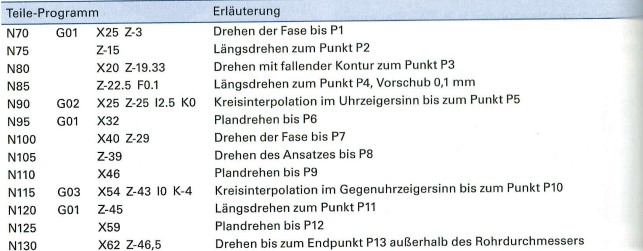
İş parçası konturlarının programlanması
Yaklaşılacak hedef nokta her blokta koordinat değeri olarak programlanır.
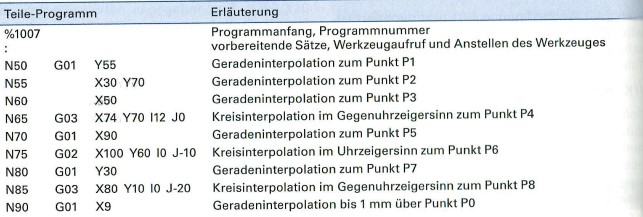
İş parçası konturu genellikle mutlak ölçülerle programlanır (G90).
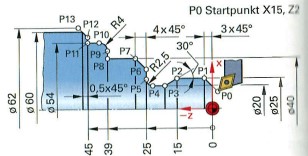
Z yönünde, düz çizgilerin ve dairelerin uç noktaları iş parçası sıfır noktasından programlanır.
Bir daire için, merkez noktasının konumu da I ve K koordinatlarıyla belirtilmelidir.