Damit ein Werkstück auf einer CNC-Maschine hergestellt werden kann, benötigt die Steuerung ein Programm. Ein CNC-Programm nach DIN 66025 enthält alle für die Bearbeitung erforderlichen Weg- und Schaltinformationen sowie Hilfsbefehle und kann von jeder CNC-Maschine gelesen werden.
Bild: Beispiel für den Satzaufbau
Programmaufbau
Ein CNC-Programm nach DIN 66025 besteht aus der Programmnummer und Sätzen, die den gesamten Arbeitsablauf der Maschine schrittweise beschreiben. Die einzelnen Sätze werden nacheinander von oben nach unten abgearbeitet. Sie sind fortlaufend, N1, N2, N3 …, oder in Sprüngen, z. B. N5, N10, N15 …, nummeriert (N = number). Die Steuerung liest mehrere Sätze voraus, damit sie Rechenoperationen durchführen kann. Werden Sätze in Sprüngen nummeriert, lassen sich weitere Sätze ohne Änderung der folgenden Satznummern dazwischenschieben.
Satzaufbau
Ein Satz besteht aus einem oder mehreren Wörtern, die sich aus einem Adressbuchstaben und einer Zahl zusammensetzen. Die Anordnung der Wörter in einem Satz bezeichnet man als Satzformat. Ein Satz beginnt mit der Satznummer. Danach folgen die Wegbedingungen oder andere Programmanweisungen.
Für die Steuerung von CNC-Maschinen werden die folgenden Anweisungen benötigt:
Wegbedingungen (G), welche die Art der Bewegung bestimmen, z. B. Eilgang, Linear- oder Kreisinterpolation, Ebenenauswahl, Bemaßungsart, Korrekturen
geometrische Anweisungen (X, Y, Z, I, J, K …) zur Steuerung der Schlittenbewegungen
technologische Anweisungen (F, S, T) zur Festlegung von Vorschub (F = feed), Spindeldrehzahl (S = speed) und Werkzeug (T = tool)
Schaltbefehle (M) für Maschinenfunktionen wie zum Beispiel Werkzeugwechsel, Kühlmittelzufuhr und Programmende
Zyklen- oder Unterprogrammaufrufe für häufig wiederkehrende Programmabschnitte
Die Bedeutung der 1-stelligen Wegbedingungen (G-Funktionen) ist nach DIN 66025-2 genormt. Einige Zahlenwerte sind für den Steuerungshersteller frei verfügbar.
Die Bedeutung eines Teils der Schaltfunktion ist ebenfalls festgelegt.
Weginformationen
Die G-Funktionen (G = geometric function) legen fest, wie das Werkzeug die nachfolgenden Zielkoordinaten erreichen soll. Einige G-Funktionen sind bereits nach dem Einschalten aktiv und müssen nicht programmiert werden, z. B. G17, G40 und G90. Dieser Einschaltzustand ist steuerungs- und maschinenabhängig. Gespeichert (modal) wirkende G-Funktionen sind so lange aktiv, bis sie durch andere, gegenläufig wirkende überschrieben oder gelöscht werden.
Der anzufahrende Zielpunkt wird mit den Adressbuchstaben der entsprechenden Achsen und den Koordinatenwerten angegeben, z. B. X100 Y20. Bei den meisten Steuerungen sind die Koordinatenwerte gespeichert wirksam. Eine erneute Eingabe eines unveränderten Wertes kann daher entfallen.
Bei Kreisinterpolation ist dagegen die Angabe aller Zielpunktkoordinaten erforderlich, auch wenn sie unverändert sind.
Mit der Wegbedingung G94 entspricht die Vorschubgeschwindigkeit des Schlittens dem unter F programmierten Wert. G95 bedeutet, dass der unter F programmierte Wert als Vorschub in mm/Umdrehung ausgeführt wird.
Wird G96 programmiert, regelt die Steuerung die Drehzahl der Arbeitsspindel so, dass der unter S programmierte Wert der Schnittgeschwindigkeit vc entspricht. Mit G97 ist die Drehzahl der Arbeitsspindel konstant. Sie entspricht dem unter S programmierten Wert.
Beispiel: G94 F200 Bahngeschwindigkeit 200 mm/min
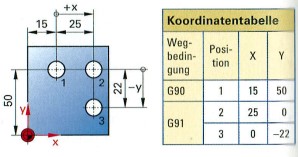
Bild: Absolutbemaßung einer Platte
Programmieren mit Absolut- und Inkrementalmaßen
Bei der Programmierung mit Absolutmaßen (G90) beziehen sich alle Maße auf den Werkstücknullpunkt. Die nachträgliche Änderung einer Position beeinflusst andere Wegmaße nicht.
Bild: Inkrementalbemaßung von Bohrungen
Bei Bedarf kann auf Inkrementalbemaßung (G91) umgeschaltet werden . Hierbei beziehen sich die Maßangaben auf die vorangehende Position des Werkzeuges. Der Schlitten verfährt um das programmierte Maß in positiver oder negativer Richtung (Inkrement = Zuwachs). Die Programmierung mit Inkrementalmaßen erfolgt unabhängig vom Werkstücknullpunkt.
Bei der Programmierung mit Absolutmaßen (G90) beziehen sich alle Maße auf den Werkstücknullpunkt
Bei der Programmierung mit Inkrementalmaßen (G91) wird der Zuwachs zum vorangehenden Punkt vorzeichenrichtig angegeben (Kettenmaß).
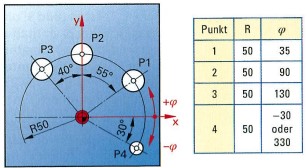
Programmieren mit Polarkoordinaten
Die Eingabe von Polarkoordinaten erleichtert die Programmierung, wenn die Zeichnung Winkelangaben enthält. Für die Punkte P1 bis P4 benötigt die Steuerung die Lage des Poles, den Radius R und die Polarwinkel ø. Von der positiven X-Achse ausgehend ist die Winkelangabe entgegen dem Uhrzeigersinn positiv, im Uhrzeigersinn negativ.
Die Programmierung mit Polarkoordinaten ist z. B. mit der Siemens-Steuerung (Sinumerik) und der DIN-Steuerung möglich. Es werden Zielkoordinaten und der Polarwinkel ø eingegeben.
Bild: Lochkreis mit Polarkoordinaten
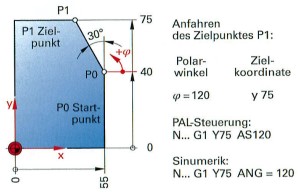
Geradeninterpolation
Wenn die Wegbedingung G01 programmiert ist, wird der Zielpunkt mit dem programmierten Vorschub angefahren. Als Koordinatenwert ist die Toleranzmitte anzugeben.
Bild: Werkstückkontur mit Polarkoordinaten
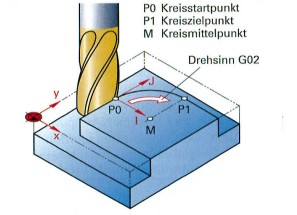
Kreisinterpolation
Soll der Schlitten eine kreisförmige Bewegung durchführen, benötigt die Steuerung zur Berechnung der Bahnwerte außer der Ebenenauswahl noch folgende drei Angaben:
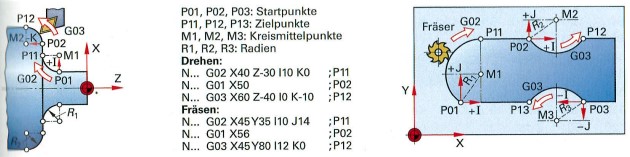
Angaben zur Kreisinterpolation:
Drehsinn G02 im Uhrzeigersinn oder G03 im Gegenuhrzeigersinn
Koordinaten des Zielpunktes (Kreisendpunkt). Diese sind immer erforderlich, auch wenn einer der Zielpunkte des Kreises mit dem Anfangspunkt übereinstimmt.
Lage des Kreismittelpunktes durch Angabe der Mittelpunktsparameter oder des Radius
Den Achsen X, Y und Z sind die Koordinaten I, J und K für die Lage des Kreismittelpunktes M zugeordnet. Mit den Koordinaten I, J und K wird nach DIN der Abstand vom Kreisanfang zum Kreismittelpunkt M inkremental angegeben, auch wenn die Wegbedingung G90 (Absolutmaß) programmiert wurde.
Bild: Kreisinterpolation
Bei Maschinensteuerungen (z. B. DIN-Steuerung) kann die Lage des Mittelpunkts M auch mit dem Radius des Kreises angegeben werden.
Bild: Kreisinterpolation beim Drehen und Fräsen
Programmierung von Werkstückkonturen
Die beiden Programme für ein Frästeil und ein zu schlichtendes Drehteil enthalten nur die Wegbedingungen und die Koordinatenwerte für die Bearbeitung der Werkstückkontur. Als Koordinatenwert wird in jedem Satz jeweils der anzufahrende Zielpunkt programmiert.
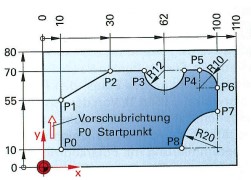
Bild: Grundplatte
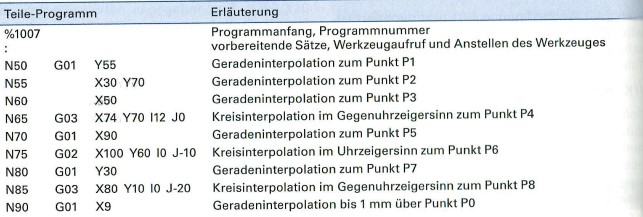
Tabelle 1 enthält einen Programmausschnitt mit Erläuterungen für das CNC-Fräsen der Grundplatte
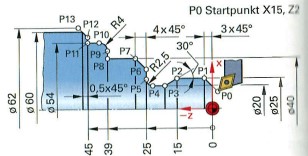
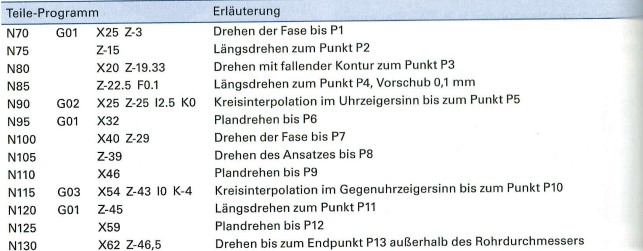
Tabelle 2 enthält einen Programmausschnitt für das CNC-Drehen (Schlichten) des Wellenzapfens mit Erläuterungen. Die Programmierung der Werkstückkontur erfolgt in der Regel mit absoluter Maßangabe (G90).
Bild: Drehen (Schlichten) eines Wellenzapfens
Damit beim Programmieren die Zeichnungsmaße übernommen werden können, werden alle X-Koordinatenwerte im Durchmesser angegeben. In der Z-Richtung werden die Endpunkte der Geraden und Kreise vom Werkstücknullpunkt aus programmiert. Bei einem Kreis muss zusätzlich die Lage des Mittelpunkts mit den Koordinaten I und K angegeben werden.
Sie sehen gerade einen Platzhalterinhalt von Vimeo. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Sie sehen gerade einen Platzhalterinhalt von Instagram. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
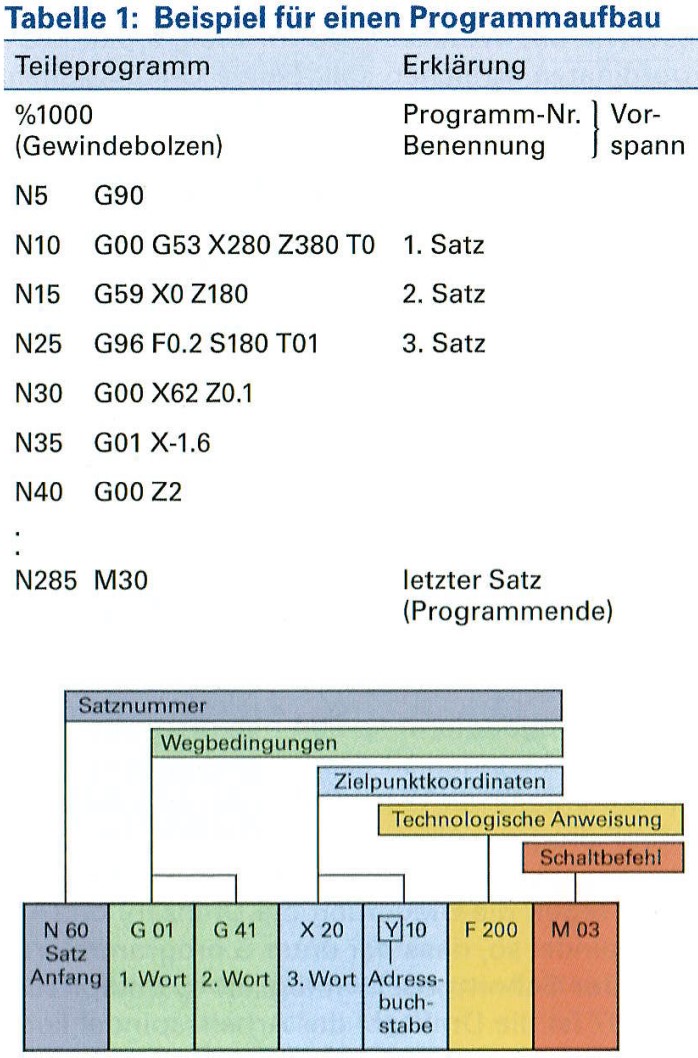
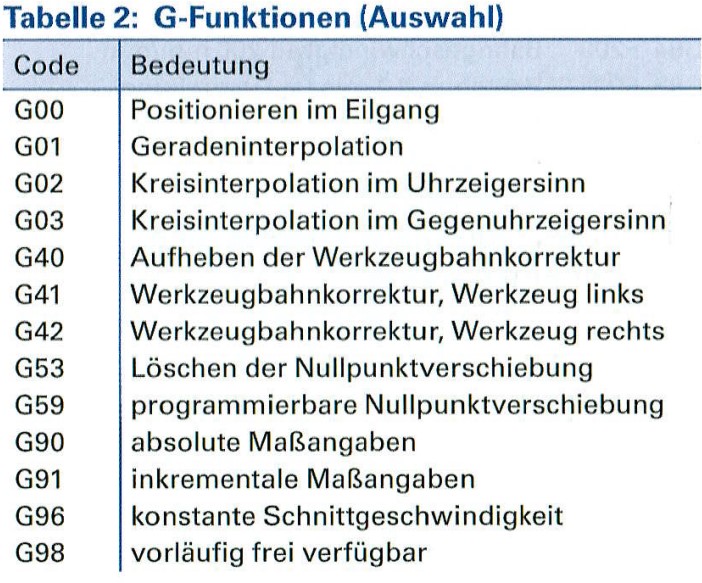
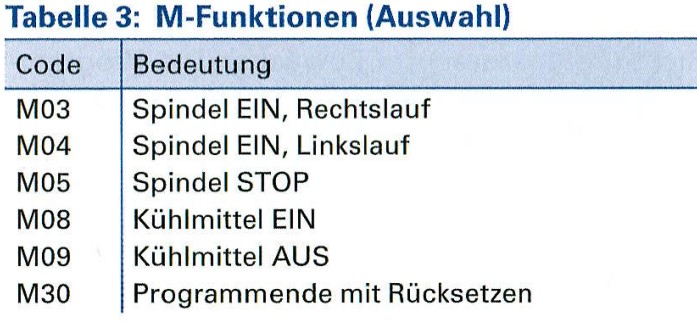
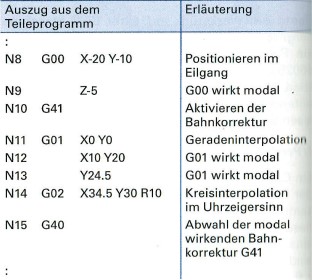
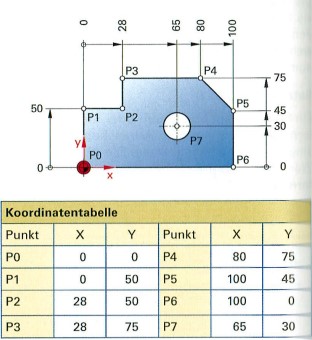 Bild: Absolutbemaßung einer Platte
Bild: Absolutbemaßung einer Platte