Aby obrabiany przedmiot mógł zostać wyprodukowany na maszynie CNC, jednostka sterująca wymaga programu. Program CNC zgodny z normą DIN 66025 zawiera wszystkie informacje o ścieżce i przełączaniu, a także polecenia pomocnicze wymagane do obróbki i może być odczytany przez dowolną maszynę CNC.
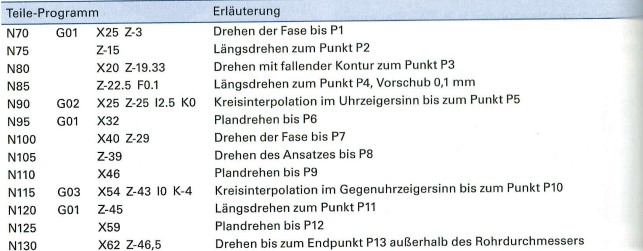
Obraz: Przykład struktury zdania
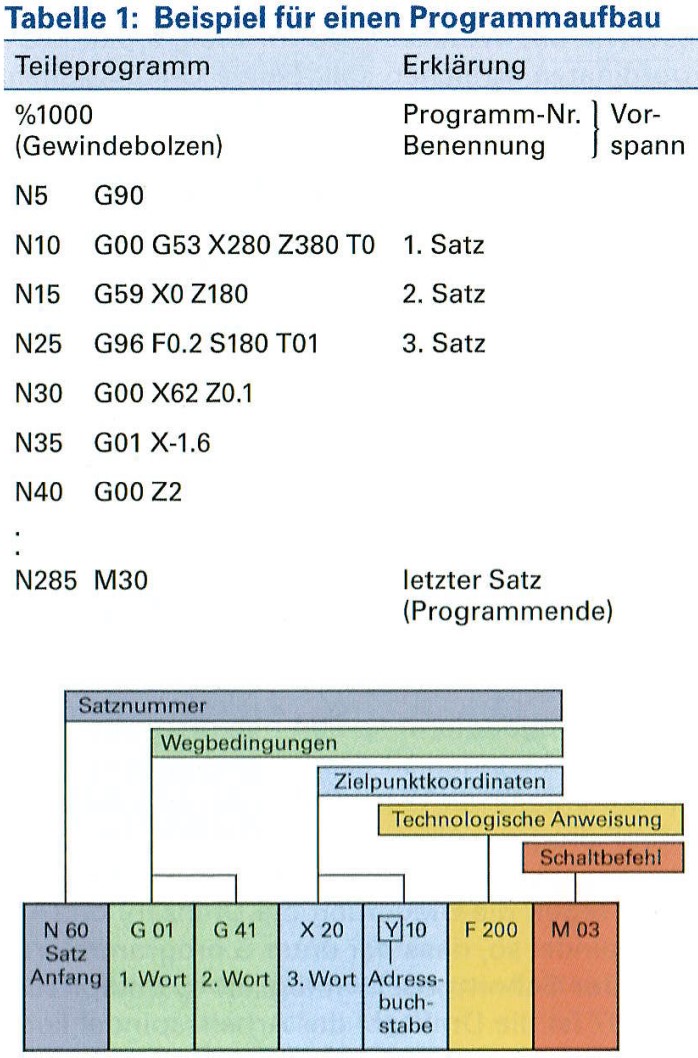
Struktura programu
Program CNC zgodny z normą DIN 66025 składa się z numeru programu i bloków, które krok po kroku opisują całą sekwencję roboczą maszyny. Poszczególne bloki są przetwarzane jeden po drugim od góry do dołu. Są one numerowane kolejno, N1, N2, N3 ..., lub w krokach, np. N5, N10, N15 ... (N = numer). Kontroler odczytuje kilka rekordów z wyprzedzeniem, aby móc wykonywać operacje arytmetyczne. Jeśli rekordy są numerowane skokowo, kolejne rekordy mogą być wstawiane pomiędzy nimi bez zmiany kolejnych numerów rekordów.
Struktura zdania
Zdanie składa się z jednego lub więcej słów zawierających literę adresową i cyfrę. Układ słów w zdaniu jest znany jako format zdania. Blok rozpoczyna się od numeru bloku. Po nim następują warunki ścieżki lub inne instrukcje programu.
Poniższe instrukcje są wymagane do sterowania maszynami CNC:
Warunki ścieżki (G), które określają rodzaj ruchu, np. szybki trawers, interpolacja liniowa lub kołowa, wybór płaszczyzny, typ wymiarowania, korekty.
Instrukcje geometryczne (X, Y, Z, I, J, K ...) do sterowania ruchami prowadnicy
Instrukcje technologiczne (F, S, T) do definiowania posuwu (F = posuw), prędkości wrzeciona (S = prędkość) i narzędzia (T = narzędzie).
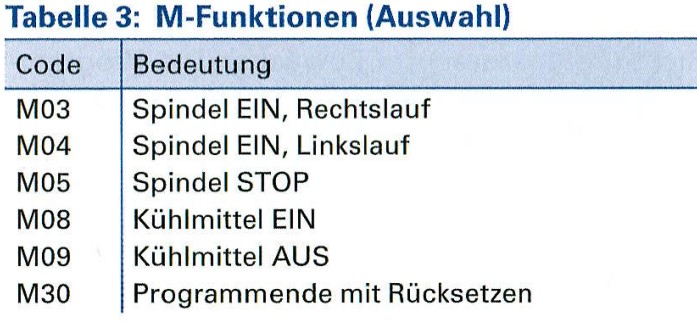
Polecenia przełączania (M) dla funkcji maszyny, takich jak wymiana narzędzia, doprowadzanie chłodziwa i zakończenie programu
Wywołania cykli lub podprogramów dla często powtarzających się sekcji programu
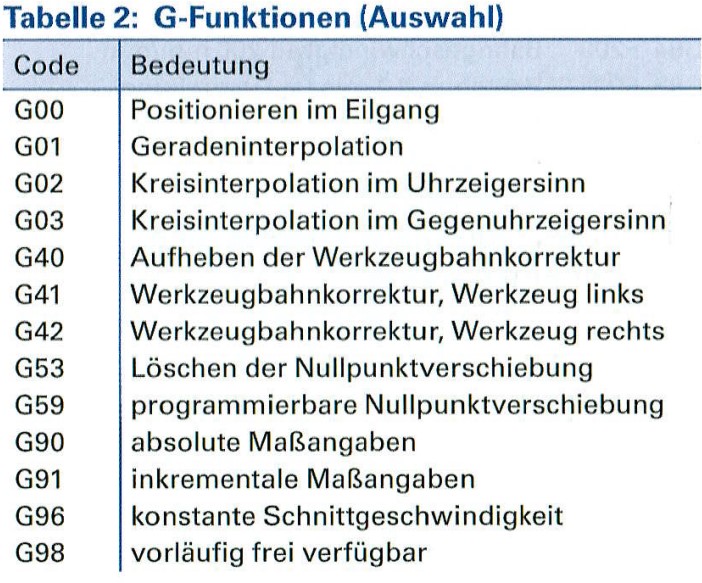
Znaczenie 1-cyfrowych warunków jazdy (funkcje G) jest znormalizowane zgodnie z normą DIN 66025-2. Niektóre wartości numeryczne są swobodnie dostępne dla producenta jednostki sterującej.
Zdefiniowano również znaczenie części funkcji przełączania.
Informacje o trasie
Funkcje G (G = funkcja geometryczna) definiują sposób, w jaki narzędzie powinno osiągnąć kolejne współrzędne docelowe. Niektóre funkcje G są aktywne natychmiast po ich włączeniu i nie muszą być programowane, np. G17, G40 i G90. Ten stan włączenia zależy od sterowania i maszyny. Zapisane (modalne) funkcje G pozostają aktywne, dopóki nie zostaną nadpisane lub anulowane przez inne funkcje G, które działają w przeciwnym kierunku.
Punkt docelowy, do którego należy się zbliżyć, jest określany za pomocą liter adresu odpowiednich osi i wartości współrzędnych, np. X100 Y20. W przypadku większości jednostek sterujących wartości współrzędnych są zapisywane i skuteczne. Nie jest zatem konieczne ponowne wprowadzanie niezmienionej wartości.
W przypadku interpolacji kołowej należy jednak określić wszystkie współrzędne punktu docelowego, nawet jeśli nie uległy one zmianie.
W przypadku stanu ścieżki G94 prędkość posuwu karetki odpowiada wartości zaprogramowanej w punkcie F. G95 oznacza, że wartość zaprogramowana pod F jest wykonywana jako posuw w mm/obrót.
Jeśli zaprogramowano G96, jednostka sterująca reguluje prędkość wrzeciona roboczego tak, aby wartość zaprogramowana w S odpowiadała prędkości cięcia vc. W przypadku G97 prędkość wrzeciona roboczego jest stała. Odpowiada ona wartości zaprogramowanej w S.
Przykład: G94 F200 Prędkość wstęgi 200 mm/min
Obraz: Bezwzględne wymiarowanie panelu
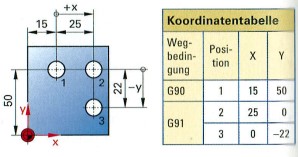
Programowanie z wymiarami bezwzględnymi i przyrostowymi
Podczas programowania za pomocą Wymiary bezwzględne (G90) Wszystkie wymiary odnoszą się do punktu zerowego przedmiotu obrabianego. Późniejsze zmiany pozycji nie mają wpływu na inne wymiary przesuwu.
W razie potrzeby Wymiarowanie przyrostowe (G91) można przełączać. Wymiary odnoszą się do poprzedniej pozycji narzędzia. Suwak przesuwa się o zaprogramowany wymiar w kierunku dodatnim lub ujemnym (Przyrost = wzrost). Programowanie z wymiarami przyrostowymi jest niezależne od punktu zerowego przedmiotu obrabianego.
Podczas programowania z wymiarami bezwzględnymi (G90) wszystkie wymiary odnoszą się do punktu zerowego przedmiotu obrabianego
Podczas programowania z wymiarami przyrostowymi (G91), przyrost do poprzedniego punktu jest określany z prawidłowym znakiem (wymiar przyrostowy).
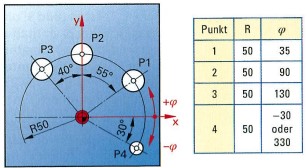
Programowanie we współrzędnych biegunowych
Wprowadzanie współrzędnych biegunowych ułatwia programowanie, jeśli rysunek zawiera informacje o kącie. W przypadku punktów od P1 do P4 sterownik wymaga podania położenia bieguna, promienia R i kąta biegunowego ø. Zaczynając od dodatniej osi X, specyfikacja kąta jest dodatnia w kierunku przeciwnym do ruchu wskazówek zegara i ujemna w kierunku zgodnym z ruchem wskazówek zegara.
Programowanie za pomocą współrzędnych biegunowych jest możliwe na przykład w przypadku sterownika Siemens (Sinumerik) i sterownika DIN. Wprowadzane są współrzędne docelowe i kąt biegunowy ø.
Obraz: Okrąg otworu na śrubę ze współrzędnymi biegunowymi
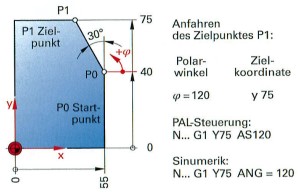
Interpolacja linii prostej
Jeśli zaprogramowano warunek ścieżki G01, punkt docelowy jest zbliżany z zaprogramowaną prędkością posuwu. Środek tolerancji musi być określony jako wartość współrzędnych.
Zdjęcie: Kontur przedmiotu obrabianego we współrzędnych biegunowych
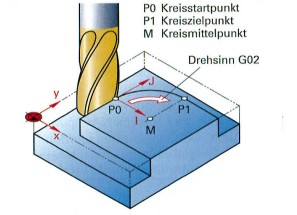
Interpolacja kołowa
Jeśli karetka ma wykonać ruch okrężny, kontroler wymaga następujących trzech szczegółów oprócz wyboru płaszczyzny do obliczenia wartości ścieżki:
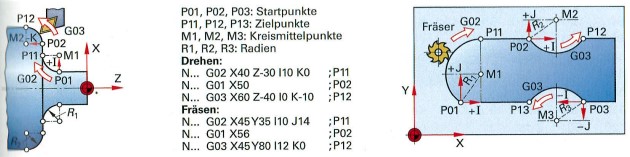
Informacje na temat interpolacji kołowej:
Kierunek obrotów G02 zgodnie z ruchem wskazówek zegara lub G03 przeciwnie do ruchu wskazówek zegara
Współrzędne punktu docelowego (punktu końcowego okręgu). Są one zawsze wymagane, nawet jeśli jeden z punktów docelowych okręgu jest taki sam jak punkt początkowy.
Położenie środka okręgu poprzez określenie parametrów punktu środkowego lub promienia.
Osie X, Y i Z mają przypisane współrzędne I, J i K dla położenia środka okręgu M. Zgodnie z DIN, współrzędne I, J i K są używane do określenia odległości od początku okręgu do środka okręgu M przyrostowo, nawet jeśli zaprogramowano warunek odległości G90 (wymiar bezwzględny).
Obraz: Interpolacja kołowa
W przypadku sterowania maszynowego (np. sterowanie DIN) położenie punktu środkowego M można również określić za pomocą promienia okręgu.
Obraz: Interpolacja kołowa podczas toczenia i frezowania
Programowanie konturów obrabianego przedmiotu
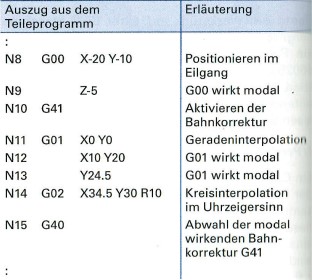
Dwa programy dla części frezowanej i części toczonej do wykończenia zawierają tylko warunki ścieżki i wartości współrzędnych do obróbki konturu przedmiotu obrabianego. Punkt docelowy, do którego należy się zbliżyć, jest programowany jako wartość współrzędnych w każdym bloku.
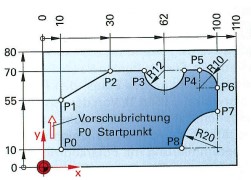
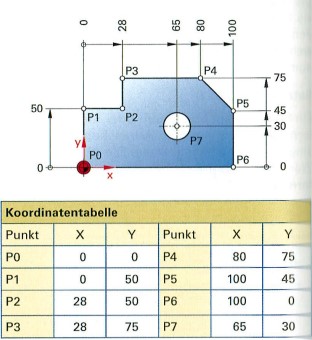
Zdjęcie: Płyta bazowa
Tabela 1 zawiera wyciąg z programu z objaśnieniami dotyczącymi frezowania CNC płyty bazowej
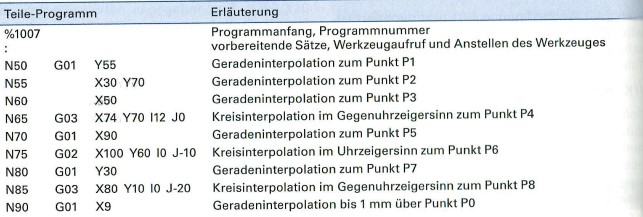
Tabela 2 zawiera wyciąg z programu do toczenia CNC (wykańczania) czopu wału wraz z objaśnieniami. Kontur przedmiotu obrabianego jest zwykle programowany z wymiarami bezwzględnymi (G90).
Obraz: Toczenie (wykańczanie) czopu wału
Wszystkie wartości współrzędnych X są określone w średnicy, aby wymiary rysunku mogły zostać przyjęte podczas programowania. W kierunku Z punkty końcowe linii prostych i okręgów są programowane od punktu zerowego przedmiotu obrabianego. W przypadku okręgu należy również określić położenie punktu środkowego za pomocą współrzędnych I i K.
 Obraz: Bezwzględne wymiarowanie panelu
Obraz: Bezwzględne wymiarowanie panelu