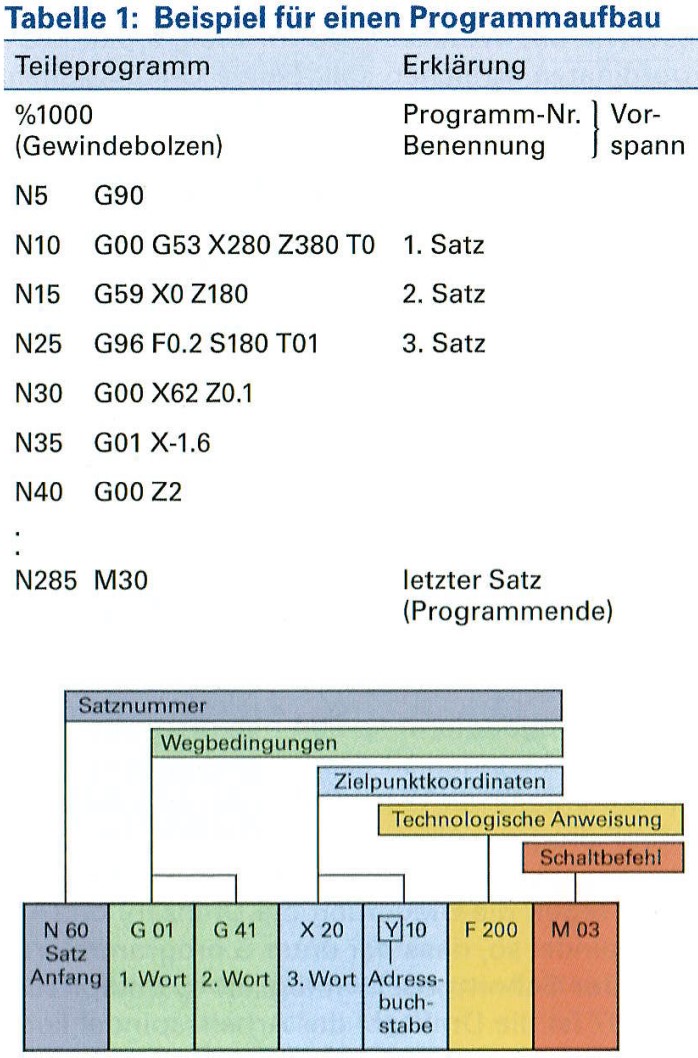
Om een werkstuk op een CNC machine te kunnen maken, heeft de besturingseenheid een programma nodig. Een CNC-programma in overeenstemming met DIN 66025 bevat alle baan- en schakelinformatie en hulpopdrachten die nodig zijn voor de bewerking en kan door elke CNC-machine worden gelezen.
Afbeelding: Voorbeeld van de zinsbouw
Programmastructuur
Een CNC-programma volgens DIN 66025 bestaat uit het programmanummer en blokken die stap voor stap de volledige werkvolgorde van de machine beschrijven. De afzonderlijke blokken worden van boven naar beneden verwerkt. Ze worden doorlopend genummerd, N1, N2, N3 ..., of in stappen, bijvoorbeeld N5, N10, N15 ... (N = nummer). De controller leest meerdere records van tevoren in zodat hij rekenkundige bewerkingen kan uitvoeren. Als records sprongsgewijs genummerd zijn, kunnen verdere records tussengevoegd worden zonder de volgende recordnummers te wijzigen.
Zinsbouw
Een zin bestaat uit één of meer woorden die bestaan uit een adresletter en een cijfer. De rangschikking van de woorden in een zin staat bekend als de zinsindeling. Een blok begint met het bloknummer. Dit wordt gevolgd door de padvoorwaarden of andere programma-instructies.
De volgende instructies zijn vereist voor de besturing van CNC-machines:
Trajectcondities (G) die het type beweging bepalen, bijv. ijlgang, lineaire of circulaire interpolatie, vlakkeuze, maatsoort, correcties
Geometrische instructies (X, Y, Z, I, J, K ...) voor het besturen van de schuifbewegingen
Technologische instructies (F, S, T) voor het definiëren van de aanzet (F = feed), het spiltoerental (S = speed) en het gereedschap (T = tool).
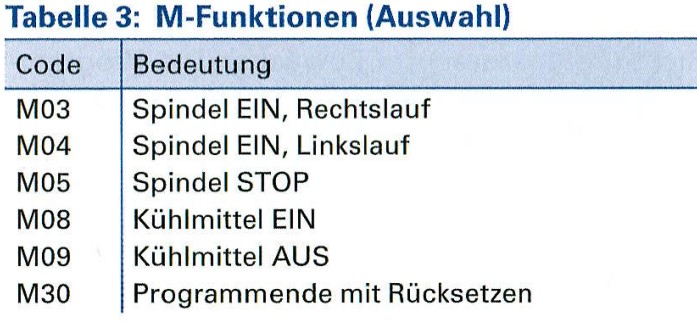
Schakelopdrachten (M) voor machinefuncties zoals gereedschapswissel, koelmiddeltoevoer en programma-einde
Cyclus- of subprogramma-oproepen voor vaak terugkerende programmaonderdelen
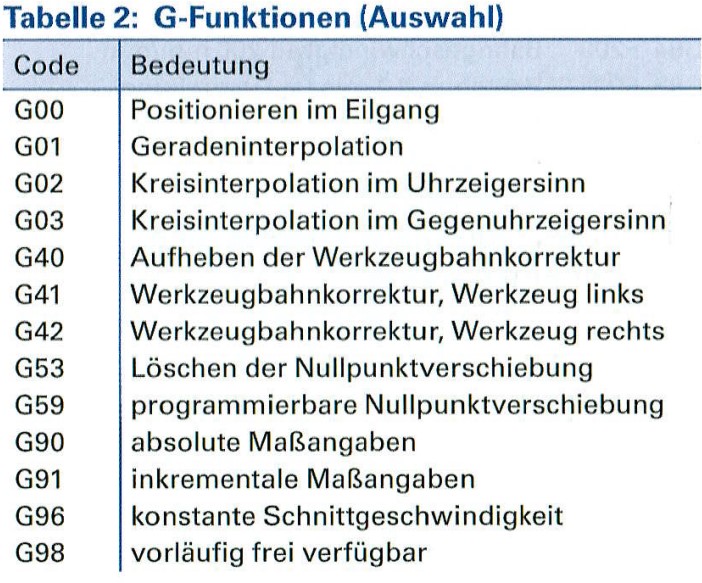
De betekenis van de 1-cijferige rijvoorwaarden (G-functies) is gestandaardiseerd volgens DIN 66025-2. Sommige numerieke waarden zijn vrij beschikbaar voor de fabrikant van de besturingseenheid.
De betekenis van een deel van de schakelfunctie wordt ook gedefinieerd.
Route-informatie
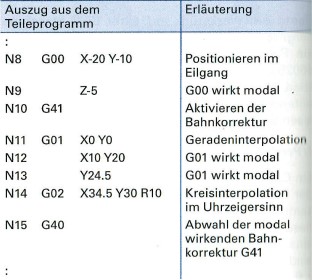
De G-functies (G = geometrische functie) definiëren hoe het gereedschap de volgende doelcoördinaten moet bereiken. Sommige G-functies zijn actief zodra ze worden ingeschakeld en hoeven niet te worden geprogrammeerd, bijvoorbeeld G17, G40 en G90. Deze inschakelstatus is afhankelijk van de besturing en machine. Opgeslagen (modale) G-functies blijven actief totdat ze worden overschreven of geannuleerd door andere G-functies die in de tegenovergestelde richting werken.
Het bestemmingspunt dat benaderd moet worden, wordt gespecificeerd met de adresletters van de overeenkomstige assen en de coördinaatwaarden, bijvoorbeeld X100 Y20. Bij de meeste besturingseenheden worden de coördinaatwaarden opgeslagen en zijn ze effectief. Het is dus niet nodig om een ongewijzigde waarde opnieuw in te voeren.
Bij circulaire interpolatie moeten echter alle coördinaten van het doelpunt worden opgegeven, zelfs als ze onveranderd zijn.
Met padvoorwaarde G94 komt de aanvoersnelheid van de meenemer overeen met de waarde die is geprogrammeerd onder F. G95 betekent dat de waarde die is geprogrammeerd onder F wordt uitgevoerd als een voeding in mm/omwenteling.
Als G96 is geprogrammeerd, regelt de besturing het toerental van de bewerkingsspil zodat de onder S geprogrammeerde waarde overeenkomt met de snijsnelheid vc. Met G97 is het toerental van de bewerkingsspil constant. Het komt overeen met de waarde die is geprogrammeerd onder S.
Voorbeeld: G94 F200 Baansnelheid 200 mm/min
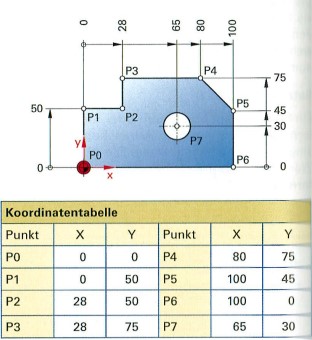
Afbeelding: Absolute dimensionering van een paneel
Programmeren met absolute en incrementele afmetingen
Bij het programmeren met Absolute afmetingen (G90) alle afmetingen hebben betrekking op het werkstuknulpunt. Latere wijzigingen van een positie hebben geen invloed op andere verplaatsingsafmetingen.
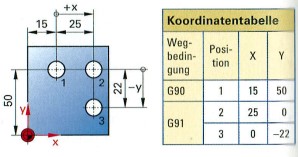
Afbeelding: Incrementele dimensionering van boorgaten
Indien nodig Incrementeel dimensioneren (G91) kan worden omgeschakeld. De maten hebben betrekking op de vorige positie van het gereedschap. De slede verplaatst zich met de geprogrammeerde maat in positieve of negatieve richting (Toename = groei). Programmeren met incrementele afmetingen is onafhankelijk van het werkstuknulpunt.
Bij het programmeren met absolute afmetingen (G90) hebben alle afmetingen betrekking op het werkstuknulpunt.
Bij het programmeren met incrementele afmetingen (G91) wordt de increment naar het vorige punt opgegeven met het juiste teken (incrementele afmeting).
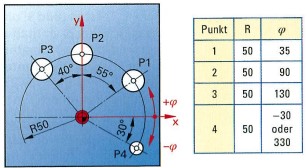
Programmeren met poolcoördinaten
Het invoeren van poolcoördinaten vergemakkelijkt het programmeren als de tekening hoekinformatie bevat. Voor punten P1 tot P4 heeft de controller de positie van de pool, de straal R en de poolhoek ø nodig. Uitgaande van de positieve X-as is de hoekspecificatie positief tegen de klok in en negatief met de klok mee.
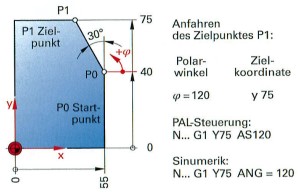
Programmeren met poolcoördinaten is mogelijk met bijvoorbeeld de Siemens controller (Sinumerik) en de DIN controller. Doelcoördinaten en de poolhoek ø worden ingevoerd.
Afbeelding: gatencirkel met poolcoördinaten
Interpolatie van rechte lijnen
Als de padvoorwaarde G01 is geprogrammeerd, wordt het doelpunt met de geprogrammeerde aanzet benaderd. Het tolerantiecentrum moet als coördinaatwaarde worden opgegeven.
Afbeelding: Werkstukcontour met poolcoördinaten
Cirkelvormige interpolatie
Als de wagen een cirkelvormige beweging moet uitvoeren, heeft de besturing naast de vlakkeuze de volgende drie gegevens nodig om de padwaarden te berekenen:
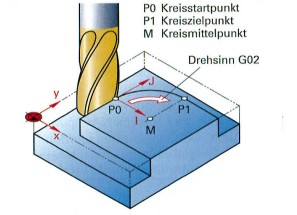
Informatie over circulaire interpolatie:
Draairichting G02 rechtsom of G03 linksom
Coördinaten van het doelpunt (eindpunt van de cirkel). Deze zijn altijd vereist, zelfs als een van de doelpunten van de cirkel hetzelfde is als het beginpunt.
Positie van het middelpunt van de cirkel door de middelpuntsparameters of de straal op te geven
Aan de assen X, Y en Z worden de coördinaten I, J en K toegekend voor de positie van het middelpunt van de cirkel M. Volgens DIN worden de coördinaten I, J en K gebruikt om de afstand van het begin van de cirkel tot het middelpunt van de cirkel M stapsgewijs te specificeren, zelfs als de afstandsconditie G90 (absolute afmeting) is geprogrammeerd.
Afbeelding: Cirkelvormige interpolatie
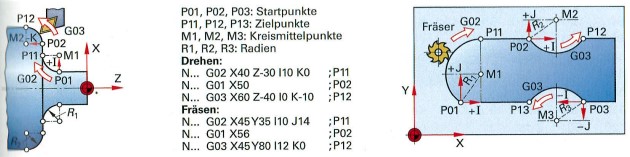
Voor machinebesturingen (bijvoorbeeld DIN-besturing) kan de positie van het middelpunt M ook worden opgegeven met de straal van de cirkel.
Afbeelding: Cirkelvormige interpolatie tijdens draaien en frezen
Programmeren van werkstukcontouren
De twee programma's voor een gefreesd werkstuk en een te bewerken gedraaid werkstuk bevatten alleen de padvoorwaarden en de coördinaatwaarden voor de bewerking van de contour van het werkstuk. Het bestemmingspunt dat moet worden benaderd, wordt geprogrammeerd als de coördinaatwaarde in elke regel.
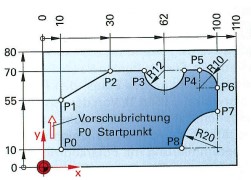
Afbeelding: Grondplaat
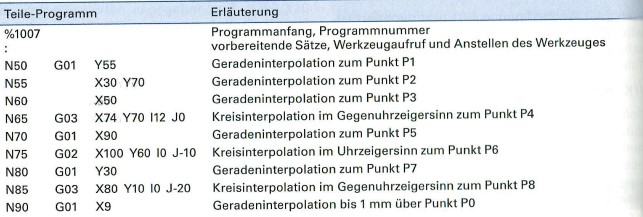
Tabel 1 bevat een programma uittreksel met uitleg voor het CNC frezen van de bodemplaat
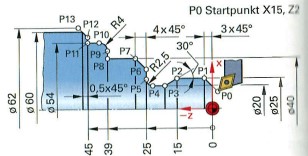
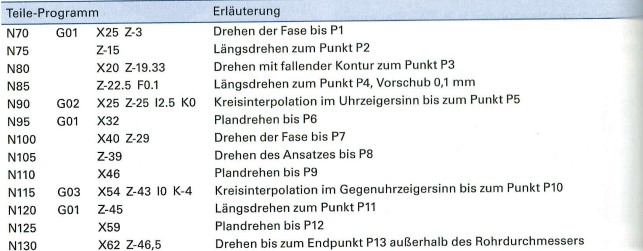
Tabel 2 bevat een programma-uittreksel voor CNC-draaien (nabewerken) van de astap met uitleg. De contour van het werkstuk wordt meestal geprogrammeerd met absolute afmetingen (G90).
Afbeelding: Draaien (afwerken) van een astap
Alle X-coördinaatwaarden worden gespecificeerd in diameter zodat de afmetingen van de tekening kunnen worden overgenomen tijdens het programmeren. In de Z-richting worden de eindpunten van de rechte lijnen en cirkels geprogrammeerd vanaf het werkstuknulpunt. Voor een cirkel moet de positie van het middelpunt ook gespecificeerd worden met de coördinaten I en K.