Pour qu'une pièce puisse être fabriquée sur une machine CNC, la commande a besoin d'un programme. Un programme CNC selon la norme DIN 66025 contient toutes les informations de déplacement et de commutation ainsi que les instructions auxiliaires nécessaires à l'usinage et peut être lu par n'importe quelle machine CNC.
Image : Exemple de structure de phrase
Structure du programme
Un programme CNC selon la norme DIN 66025 se compose du numéro de programme et de blocs qui décrivent pas à pas l'ensemble du processus de travail de la machine. Les différentes séquences sont exécutées les unes après les autres, de haut en bas. Ils sont numérotés en continu, N1, N2, N3 ..., ou par sauts, par exemple N5, N10, N15 ... (N = number). L'automate lit plusieurs blocs à l'avance afin de pouvoir effectuer des opérations arithmétiques. Si les blocs sont numérotés par sauts, il est possible d'intercaler d'autres blocs sans modifier les numéros des blocs suivants.
Structure de la phrase
Une phrase est composée d'un ou de plusieurs mots, qui se composent d'une lettre d'adresse et d'un chiffre. La disposition des mots dans une phrase s'appelle le format de la phrase. Une phrase commence par le numéro de la phrase. Il est suivi des conditions de parcours ou d'autres instructions du programme.
Les instructions suivantes sont nécessaires pour la commande des machines CNC :
Conditions de déplacement (G) qui déterminent le type de mouvement, par ex. avance rapide, interpolation linéaire ou circulaire, sélection de plans, type de cotation, corrections
instructions géométriques (X, Y, Z, I, J, K ...) pour la commande des mouvements du chariot
instructions technologiques (F, S, T) pour définir l'avance (F = feed), la vitesse de rotation de la broche (S = speed) et l'outil (T = tool)
ordres de commutation (M) pour les fonctions de la machine, comme par exemple le changement d'outil, l'arrosage et la fin du programme
Appels de cycles ou de sous-programmes pour les sections de programme qui se répètent fréquemment
La signification des conditions de course à 1 chiffre (fonctions G) est normalisée selon la norme DIN 66025-2. Certaines valeurs numériques sont librement disponibles pour le fabricant de la commande.
La signification d'une partie de la fonction de commutation est également définie.
Informations sur le chemin
Les fonctions G (G = geometric function) définissent la manière dont l'outil doit atteindre les coordonnées cibles suivantes. Certaines fonctions G sont actives dès la mise sous tension et ne doivent pas être programmées, par exemple G17, G40 et G90. Cet état de mise en marche dépend de la commande et de la machine. Les fonctions G à effet mémorisé (modal) sont actives jusqu'à ce qu'elles soient remplacées ou supprimées par d'autres à effet contraire.
Le point de destination à atteindre est indiqué à l'aide des lettres d'adresse des axes correspondants et des valeurs de coordonnées, par exemple X100 Y20. Sur la plupart des commandes, les valeurs de coordonnées sont enregistrées. Il n'est donc pas nécessaire de saisir à nouveau une valeur inchangée.
En revanche, en cas d'interpolation circulaire, il est nécessaire d'indiquer toutes les coordonnées du point cible, même si elles sont inchangées.
Avec la condition de déplacement G94, la vitesse d'avance du chariot correspond à la valeur programmée sous F. G95 signifie que la valeur programmée sous F est exécutée comme avance en mm/tour.
Si G96 est programmé, la commande règle la vitesse de la broche de travail de manière à ce que la valeur programmée sous S corresponde à la vitesse de coupe vc. Avec G97, la vitesse de rotation de la broche de travail est constante. Elle correspond à la valeur programmée sous S.
exemple : G94 F200 Vitesse de bande 200 mm/min
Image : Cotation absolue d'un panneau
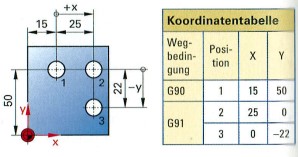
Programmation avec des mesures absolues et incrémentales
Lors de la programmation avec Mesures absolues (G90) toutes les mesures se réfèrent au point zéro de la pièce. La modification ultérieure d'une position n'influence pas les autres cotes de déplacement.
image : Cotation incrémentale de perçages
Si nécessaire, il est possible de recourir à Cotation incrémentale (G91) peuvent être commutés. Les cotes indiquées se réfèrent à la position précédente de l'outil. Le chariot se déplace de la cote programmée dans le sens positif ou négatif (Incrément = accroissement). La programmation avec des cotes incrémentales s'effectue indépendamment du point zéro de la pièce.
Lors de la programmation avec cotes absolues (G90), toutes les cotes se réfèrent au point zéro pièce
Lors de la programmation avec des cotes incrémentales (G91), l'incrément par rapport au point précédent est indiqué avec le signe correct (cote en chaîne).
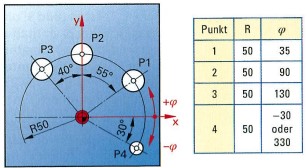
Programmation en coordonnées polaires
L'entrée de coordonnées polaires facilite la programmation lorsque le dessin contient des données angulaires. Pour les points P1 à P4, la commande a besoin de la position du pôle, du rayon R et de l'angle polaire ø. En partant de l'axe X positif, les données angulaires sont positives dans le sens inverse des aiguilles d'une montre et négatives dans le sens des aiguilles d'une montre.
La programmation avec des coordonnées polaires est possible par exemple avec la commande Siemens (Sinumerik) et la commande DIN. Les coordonnées cibles et l'angle polaire ø sont saisis.
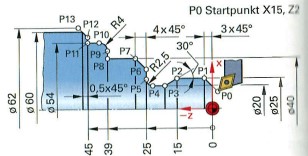
Figure : cercle de trous avec coordonnées polaires
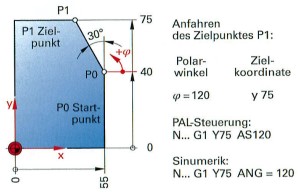
Interpolation de droites
Si la condition de déplacement G01 est programmée, le point cible est abordé avec l'avance programmée. Le centre de tolérance doit être indiqué comme valeur de coordonnées.
Image : Contour de la pièce avec coordonnées polaires
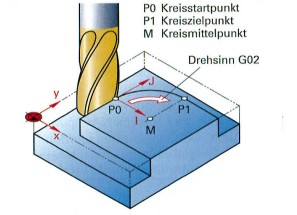
Interpolation circulaire
Si le chariot doit effectuer un mouvement circulaire, la commande a besoin des trois indications suivantes pour calculer les valeurs de trajectoire, en plus de la sélection du plan :
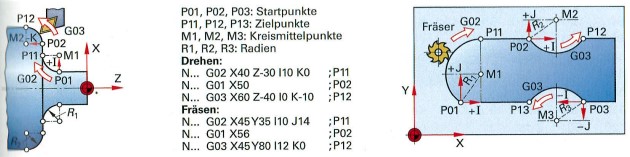
Données sur l'interpolation circulaire :
Sens de rotation G02 dans le sens des aiguilles d'une montre ou G03 dans le sens inverse des aiguilles d'une montre
les coordonnées du point d'arrivée (point final du cercle). Elles sont toujours nécessaires, même si l'un des points d'arrivée du cercle coïncide avec le point de départ.
Position du centre du cercle en indiquant les paramètres du centre ou le rayon
Les coordonnées I, J et K pour la position du centre du cercle M sont attribuées aux axes X, Y et Z. Le centre du cercle est situé à l'extérieur du cercle. Avec les coordonnées I, J et K, la distance entre le début du cercle et le centre du cercle M est indiquée en incrémental selon DIN, même si la condition de déplacement G90 (mesure absolue) a été programmée.
Image : Interpolation circulaire
Pour les commandes de machines (par ex. commande DIN), la position du point central M peut également être indiquée par le rayon du cercle.
Figure : Interpolation circulaire pour le tournage et le fraisage
Programmation des contours de pièces
Les deux programmes pour une pièce fraisée et une pièce tournée à finir ne contiennent que les conditions de déplacement et les valeurs de coordonnées pour l'usinage du contour de la pièce. Le point de destination à atteindre est programmé comme valeur de coordonnées dans chaque bloc.
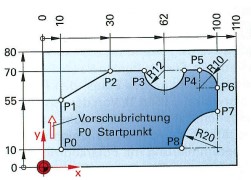
Image : Plaque de base
Tableau 1 contient un extrait de programme avec des explications pour le fraisage CNC de la plaque de base
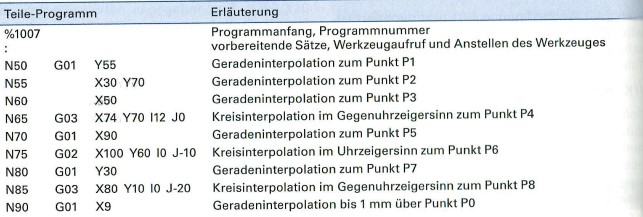
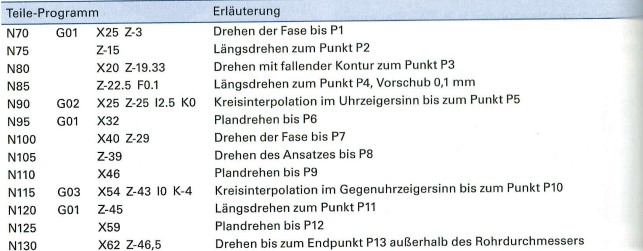
Tableau 2 contient un extrait de programme pour le tournage CNC (finition) du tourillon d'arbre avec des explications. La programmation du contour de la pièce se fait en général avec une cote absolue (G90).
Image : Tournage (finition) d'un tourillon d'arbre
Pour que les dimensions du dessin puissent être reprises lors de la programmation, toutes les valeurs de coordonnées X sont indiquées en diamètre. Dans la direction Z, les points d'extrémité des droites et des cercles sont programmés à partir du point zéro de la pièce. Pour un cercle, il faut en plus indiquer la position du centre avec les coordonnées I et K.
0% Compléter
Contactez-nous maintenant
N'hésitez pas à nous contacter pour nous faire part de votre demande.
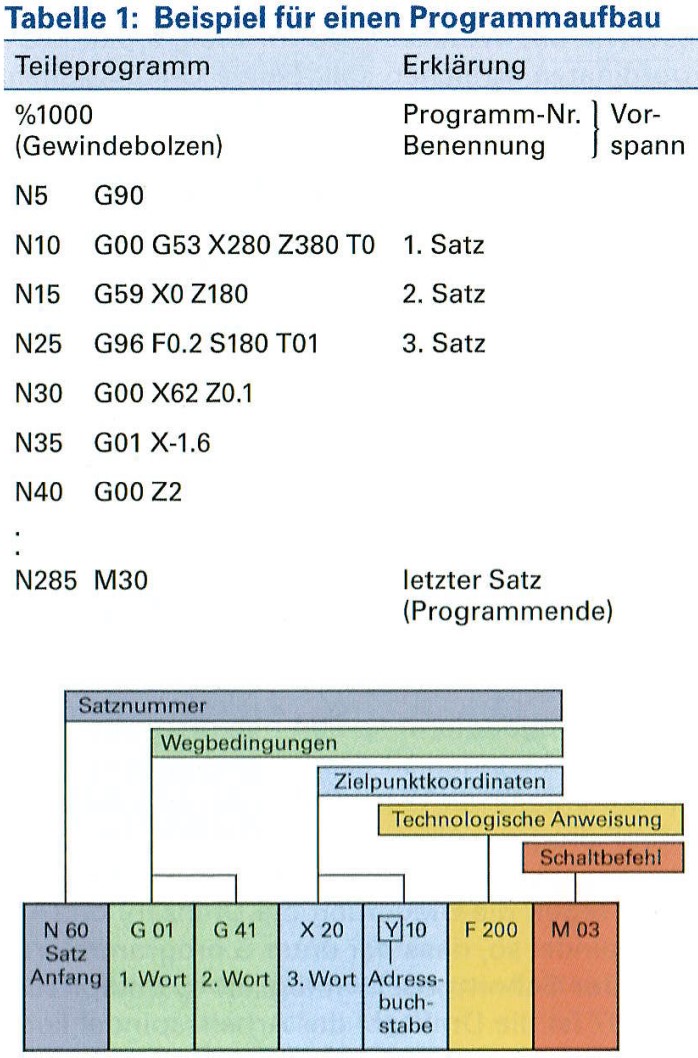
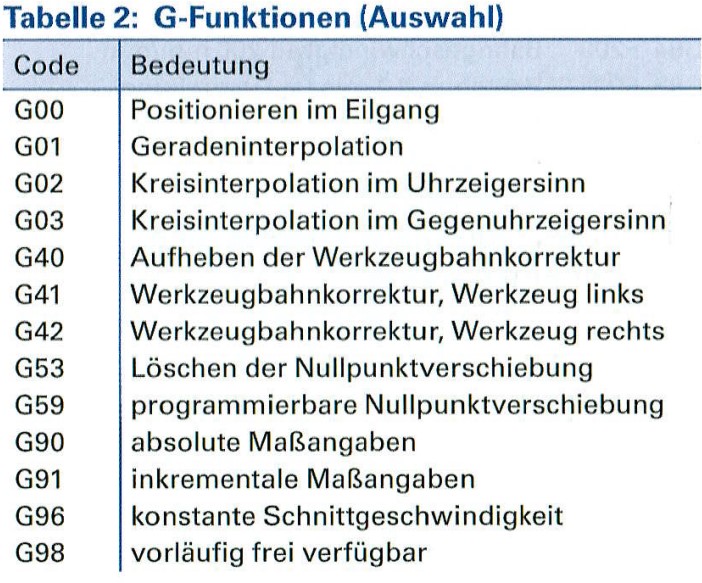
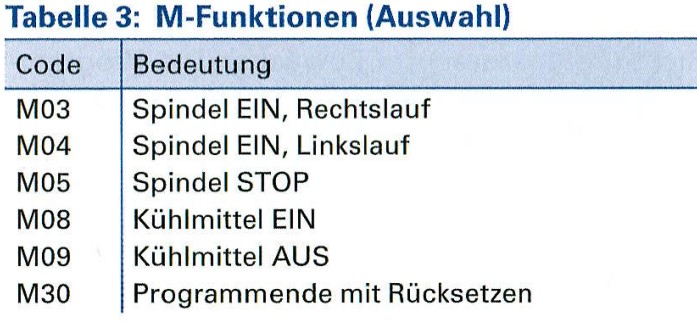
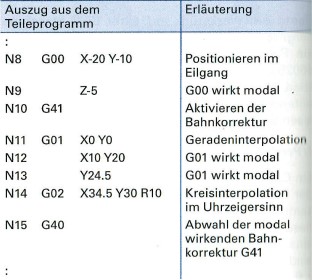
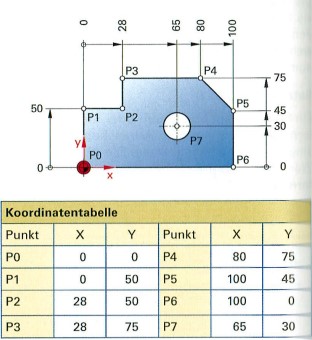 Image : Cotation absolue d'un panneau
Image : Cotation absolue d'un panneau