Para fabricar una pieza en una máquina CNC, la unidad de control necesita un programa. Un programa CNC conforme a DIN 66025 contiene toda la información de trayectoria y conmutación, así como los comandos auxiliares necesarios para el mecanizado, y puede ser leído por cualquier máquina CNC.
Imagen: Ejemplo de la estructura de la frase
Estructura del programa
Un programa CNC según DIN 66025 consta del número de programa y de bloques que describen paso a paso toda la secuencia de trabajo de la máquina. Los bloques individuales se procesan uno tras otro de arriba abajo. Se numeran consecutivamente, N1, N2, N3 ..., o por pasos, p. ej. N5, N10, N15 ... (N = número). El controlador lee varios registros por adelantado para poder realizar operaciones aritméticas. Si los registros se numeran en saltos, se pueden insertar más registros entre ellos sin cambiar los números de los registros siguientes.
Estructura de las frases
Una frase se compone de una o varias palabras formadas por una letra de dirección y un número. La disposición de las palabras en una frase se conoce como formato de frase. Un bloque comienza con el número de bloque. A continuación aparecen las condiciones de la ruta u otras instrucciones del programa.
Las siguientes instrucciones son necesarias para el control de máquinas CNC:
Condiciones de trayectoria (G) que determinan el tipo de movimiento, por ejemplo, desplazamiento rápido, interpolación lineal o circular, selección de plano, tipo de acotación, correcciones
Instrucciones geométricas (X, Y, Z, I, J, K ...) para controlar los movimientos del tobogán
Instrucciones tecnológicas (F, S, T) para definir el avance (F = avance), la velocidad del husillo (S = velocidad) y la herramienta (T = herramienta).
Comandos de conmutación (M) para funciones de la máquina como cambio de herramienta, suministro de refrigerante y fin de programa.
Convocatorias de ciclo o subprograma para las secciones del programa que se repiten con frecuencia
El significado de las condiciones de recorrido de 1 dígito (funciones G) está normalizado según DIN 66025-2. Algunos valores numéricos son de libre disposición del fabricante de la unidad de control.
También se define el significado de parte de la función de conmutación.
Información sobre la ruta
Las funciones G (G = función geométrica) definen cómo debe alcanzar la herramienta las coordenadas de destino posteriores. Algunas funciones G se activan en cuanto se conectan y no es necesario programarlas, por ejemplo G17, G40 y G90. Este estado de conexión depende del control y de la máquina. Las funciones G memorizadas (modales) permanecen activas hasta que son sobrescritas o anuladas por otras funciones G que trabajan en sentido contrario.
El punto de destino al que hay que aproximarse se especifica con las letras de dirección de los ejes correspondientes y los valores de las coordenadas, por ejemplo X100 Y20. En la mayoría de las unidades de control, los valores de las coordenadas se almacenan y son efectivos. Por lo tanto, no es necesario volver a introducir un valor no modificado.
Con la interpolación circular, sin embargo, deben especificarse todas las coordenadas del punto de destino, aunque no se modifiquen.
Con la condición de trayectoria G94, la velocidad de avance del carro corresponde al valor programado en F. G95 significa que el valor programado en F se ejecuta como avance en mm/revolución.
Si se programa G96, la unidad de control regula la velocidad del cabezal de trabajo para que el valor programado en S se corresponda con la velocidad de corte vc. Con G97, la velocidad del cabezal de trabajo es constante. Corresponde al valor programado en S.
Ejemplo: G94 F200 Velocidad de banda 200 mm/min
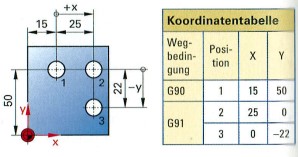
Imagen: Dimensionamiento absoluto de un panel
Programación con cotas absolutas e incrementales
Al programar con Dimensiones absolutas (G90) todas las cotas se refieren al punto cero de la pieza. Los cambios posteriores en una posición no afectan a otras cotas de recorrido.
Imagen: Dimensionamiento incremental de taladros
En caso necesario Dimensionamiento incremental (G91) se puede cambiar . Las cotas se refieren a la posición anterior de la herramienta. El carro se desplaza según la cota programada en sentido positivo o negativo (Incremento = crecimiento). La programación con cotas incrementales es independiente del punto cero de la pieza.
Cuando se programa con cotas absolutas (G90), todas las cotas se refieren al punto cero de la pieza.
Cuando se programa con cotas incrementales (G91), el incremento hasta el punto anterior se especifica con el signo correcto (cota incremental).
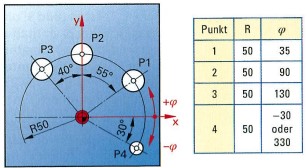
Programación en coordenadas polares
La introducción de coordenadas polares facilita la programación si el dibujo contiene información sobre ángulos. Para los puntos P1 a P4, el regulador necesita la posición del polo, el radio R y el ángulo polar ø. Partiendo del eje X positivo, la especificación del ángulo es positiva en sentido antihorario y negativa en sentido horario.
La programación con coordenadas polares es posible, por ejemplo, con el controlador Siemens (Sinumerik) y el controlador DIN. Se introducen las coordenadas objetivo y el ángulo polar ø.
Imagen: círculo de orificios con coordenadas polares
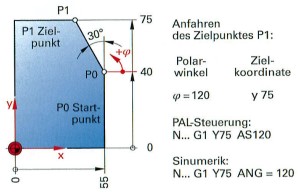
Interpolación de líneas rectas
Si se programa la condición de trayectoria G01, el punto de destino se aproxima con el avance programado. El centro de tolerancia debe especificarse como valor de coordenada.
Imagen: Contorno de la pieza en coordenadas polares
Interpolación circular
Si el carro debe realizar un movimiento circular, el controlador necesita los tres datos siguientes, además de la selección del plano, para calcular los valores de la trayectoria:
Información sobre interpolación circular:
Sentido de giro G02 sentido horario o G03 sentido antihorario
Coordenadas del punto de destino (punto final del círculo). Siempre son necesarias, incluso si uno de los puntos de destino del círculo es el mismo que el punto inicial.
Posición del centro del círculo especificando los parámetros del punto central o el radio.
A los ejes X, Y y Z se les asignan las coordenadas I, J y K para la posición del centro del círculo M. Según DIN, las coordenadas I, J y K se utilizan para especificar la distancia desde el inicio del círculo hasta el centro del círculo M de forma incremental, incluso si se ha programado la condición de distancia G90 (dimensión absoluta).
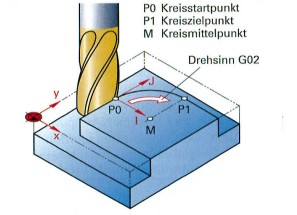
Imagen: Interpolación circular
Para los controles de máquinas (por ejemplo, control DIN), la posición del punto central M también puede especificarse con el radio del círculo.
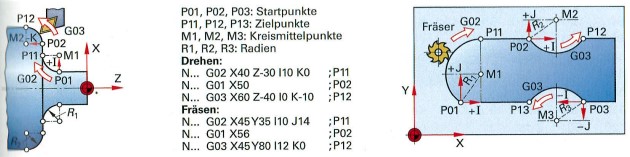
Imagen: Interpolación circular durante el torneado y el fresado
Programación de contornos de piezas
Los dos programas para una pieza fresada y una pieza torneada a mecanizar sólo contienen las condiciones de trayectoria y los valores de coordenadas para el mecanizado del contorno de la pieza. El punto de destino al que hay que aproximarse se programa como valor de coordenadas en cada bloque.
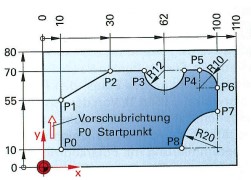
Foto: Placa base
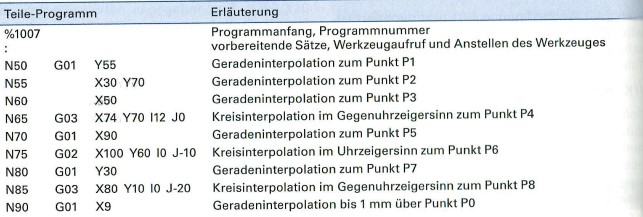
Cuadro 1 contiene un extracto del programa con explicaciones para el fresado CNC de la placa base
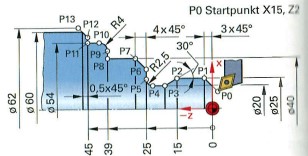
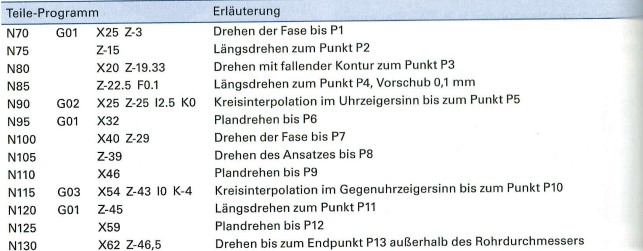
Cuadro 2 contiene un extracto de programa para el torneado CNC (acabado) del gorrón del eje con explicaciones. El contorno de la pieza suele programarse con cotas absolutas (G90).
Imagen: Torneado (acabado) de un gorrón de eje
Todos los valores de coordenadas X se especifican en diámetro para poder adoptar las dimensiones del dibujo durante la programación. En la dirección Z, los puntos finales de las rectas y los círculos se programan a partir del punto cero de la pieza. Para un círculo, la posición del punto central también debe especificarse con las coordenadas I y K.
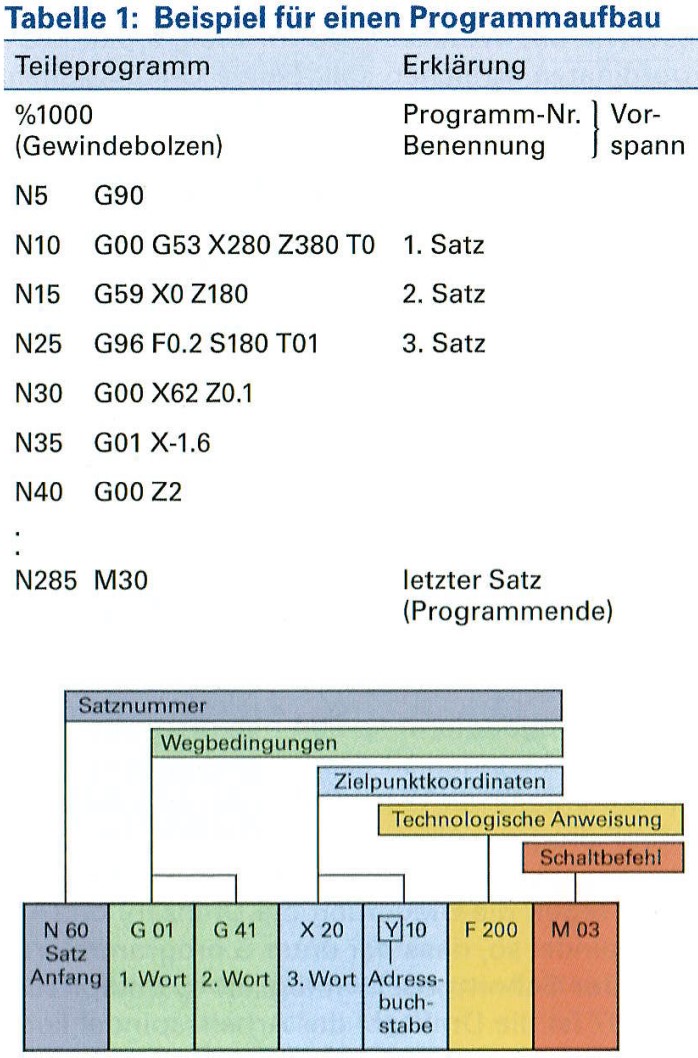
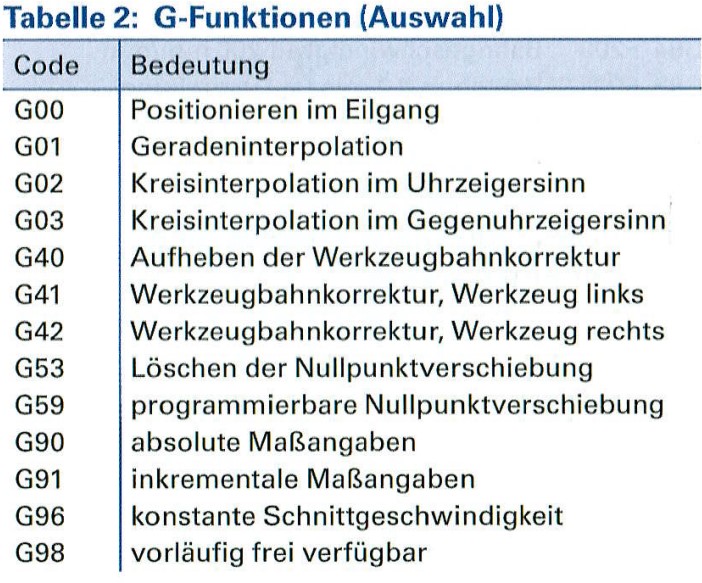
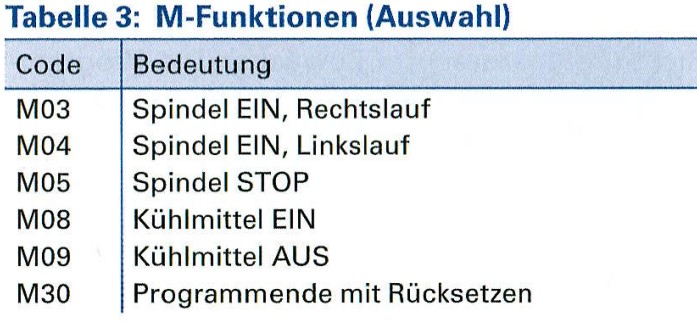
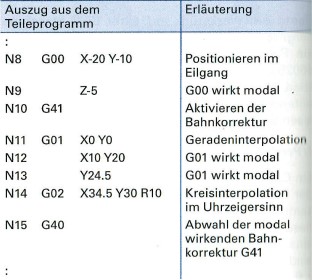
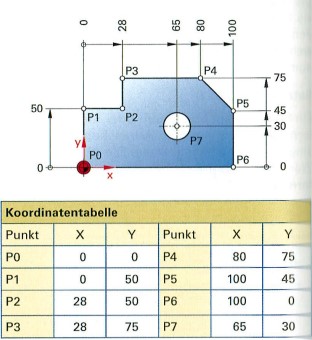 Imagen: Dimensionamiento absoluto de un panel
Imagen: Dimensionamiento absoluto de un panel