لكي يتم إنتاج قطعة عمل على ماكينة بنظام التحكم الرقمي، تتطلب وحدة التحكم برنامجًا. يحتوي برنامج الماكينة بنظام التحكم الرقمي باستخدام الحاسب الآلي وفقًا للمعيار DIN 66025 على جميع معلومات المسار والتبديل بالإضافة إلى الأوامر المساعدة المطلوبة للتصنيع الآلي ويمكن قراءتها بواسطة أي ماكينة بنظام التحكم الرقمي باستخدام الحاسب الآلي.
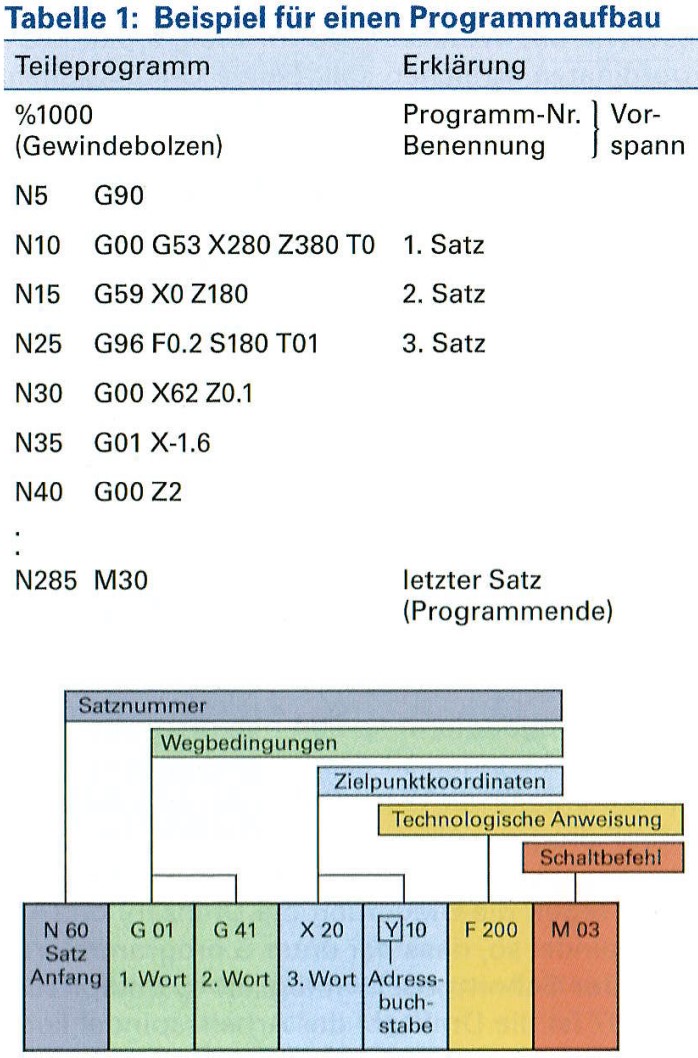
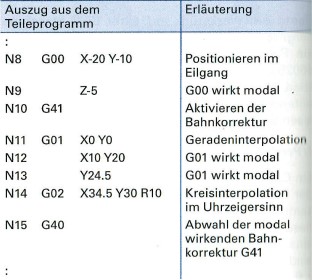
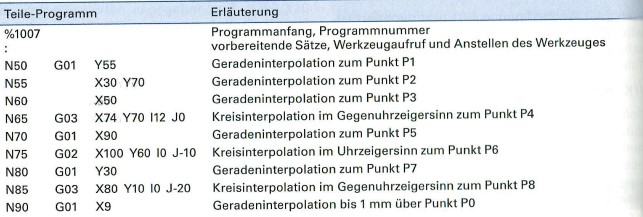
الصورة: مثال على بنية الجملة
هيكل البرنامج
يتألف برنامج الماكينة بنظام التحكم الرقمي باستخدام الحاسب الآلي وفقًا للمعيار DIN 66025 من رقم البرنامج والكتل التي تصف تسلسل العمل الكامل للماكينة خطوة بخطوة. تتم معالجة الكتل الفردية واحدة تلو الأخرى من أعلى إلى أسفل. يتم ترقيمها بشكل متتابع، N1، N2، N3 ...، أو في خطوات، على سبيل المثال N5، N10، N15 ... (N = رقم).
تقرأ وحدة التحكم عدة سجلات مقدمًا حتى تتمكن من إجراء العمليات الحسابية. إذا كانت السجلات مرقمة بالقفزات، يمكن إدراج المزيد من السجلات فيما بينها دون تغيير أرقام السجلات التالية.
بنية الجملة
- شروط المسار (G) التي تحدد نوع الحركة، على سبيل المثال: الاجتياز السريع، والاستيفاء الخطي أو الدائري، واختيار المستوى، ونوع الأبعاد، والتصحيحات
- تعليمات هندسية (X، Y، Z، I، J، K ...) للتحكم في حركات الانزلاق
- التعليمات التكنولوجية (F، S، T) لتحديد التغذية (F = التغذية)، وسرعة عمود الدوران (S = السرعة) والأداة (T = الأداة)
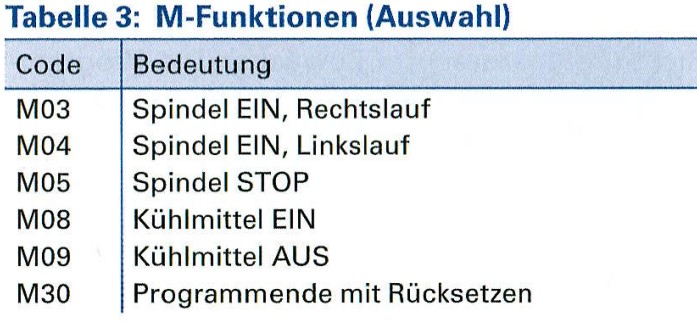
- تبديل الأوامر (M) لوظائف الماكينة مثل تغيير الأداة وإمداد سائل التبريد وإنهاء البرنامج
- الدورة أو البرنامج الفرعي للأبواب البرنامجية المتكررة بشكل متكرر
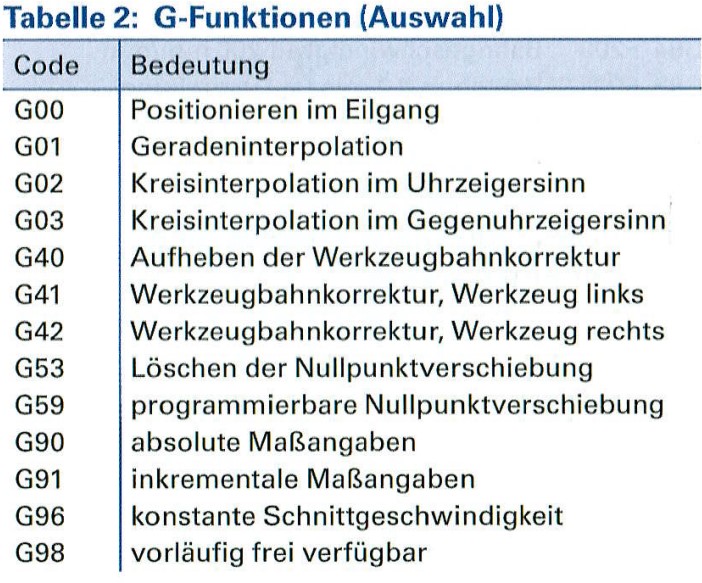
يتم توحيد معنى شروط الانتقال المكونة من رقم واحد (وظائف G) وفقًا للمعيار DIN 66025-2. بعض القيم العددية متاحة مجاناً للشركة المصنعة لوحدة التحكم.
يتم أيضًا تعريف معنى جزء من دالة التحويل.
معلومات المسار
مع معظم وحدات التحكم، يتم تخزين قيم الإحداثيات وفعاليتها. لذلك ليس من الضروري إعادة إدخال قيمة لم تتغير.
G95 تعني أن القيمة المبرمجة تحت F يتم تنفيذها كتغذية بالملليمتر/الدوران.
مع G97، تكون سرعة عمود الدوران العامل ثابتة. وهي تتوافق مع القيمة المبرمجة تحت S.
G94 F200
سرعة الشبكة 200 مم/دقيقة
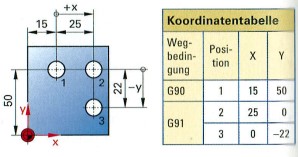
 الصورة: تحديد الأبعاد المطلقة للوحة
الصورة: تحديد الأبعاد المطلقة للوحة البرمجة بالأبعاد المطلقة والتصاعدية
البرمجة بالإحداثيات القطبية
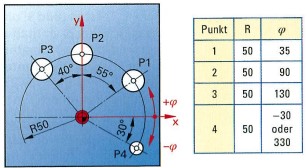
الصورة: دائرة ثقب الترباس بإحداثيات قطبية
استيفاء الخط المستقيم
إذا تمت برمجة شرط المسار G01، يتم الاقتراب من النقطة المستهدفة بمعدل التغذية المبرمج. يجب تحديد مركز التفاوت المسموح به كقيمة الإحداثيات.
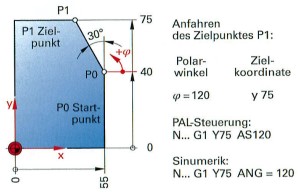
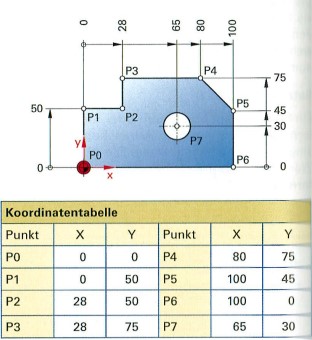
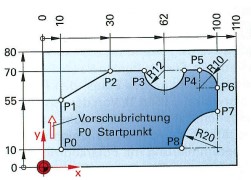
الصورة: محيط قطعة العمل بالإحداثيات القطبية
الاستيفاء الدائري
- اتجاه الدوران G02 في اتجاه عقارب الساعة أو G03 عكس اتجاه عقارب الساعة
- إحداثيات النقطة المستهدفة (نقطة نهاية الدائرة). هذه مطلوبة دائمًا، حتى إذا كانت إحدى النقاط المستهدفة للدائرة هي نفسها نقطة البداية.
- موضع مركز الدائرة من خلال تحديد معلمات نقطة المركز أو نصف القطر
وفقًا لـ DIN، يتم استخدام الإحداثيات I وJ وK لتحديد المسافة من بداية الدائرة إلى مركز الدائرة M بشكل تدريجي، حتى إذا تمت برمجة شرط المسافة G90 (البعد المطلق).
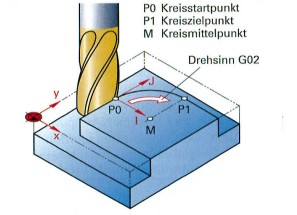
الصورة: الاستيفاء الدائري
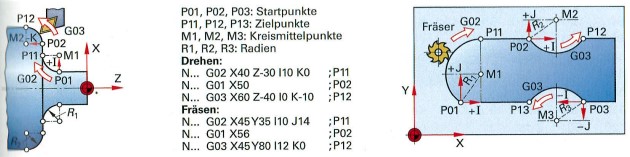
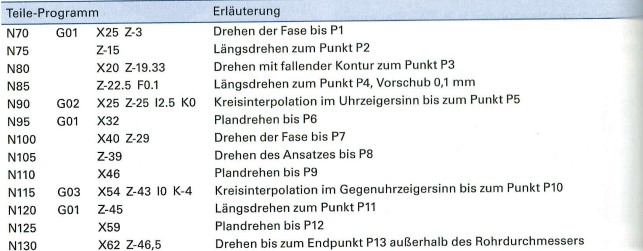
برمجة ملامح قطعة العمل
تتم برمجة نقطة الوجهة المراد الاقتراب منها كقيمة الإحداثيات في كل كتلة.
عادةً ما تتم برمجة محيط قطعة العمل بأبعاد مطلقة (G90).
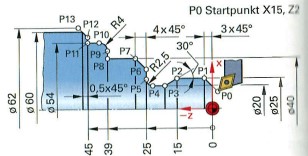
في الاتجاه Z، تتم برمجة نقاط نهاية الخطوط المستقيمة والدوائر من نقطة الصفر لقطعة العمل.
بالنسبة إلى الدائرة، يجب أيضًا تحديد موضع نقطة المركز بالإحداثيات I وK.